





想要更直观地了解交通防撞护栏实体厂家产品吗??产品视频,带你走进产品世界
以下是:交通防撞护栏实体厂家的图文介绍

热镀锌桥梁护栏2、立柱施工完成后,承包人的质检工程师应按规定频率检查护栏立柱的施工质量水平,合格报监理人员检查核实,同意后进行下道工序的施工。其中监理人员的工作内容是:按规定的频率核实和检查护栏立柱的施工质量水平。检查内容包括;立柱的线形、高程、垂直度、平面定位以及立柱污损破坏的情况桥梁护栏去除焊迹的方法是什么桥梁护栏是安装在桥梁上的一种重要的护栏类型,桥梁护栏在加工和制作的时候也是进行焊接的,焊接的时候也是有着一定的焊迹的,如果不去除的话会使得桥梁护栏不美观。那么应该怎么去除这些焊迹呢?桥梁护栏去锈、氧化皮焊渣的主要方法有手工处理、机械处理、喷射处理、化学处理(酸洗)、电化学处理和火焰处理等方法.


热镀锌桥梁护栏加固的方法:从桥梁加固的部位来分,桥梁可分为上部结构加固、下部结构加固。桥梁上部结构加固有常用方法有:加大截面法、粘贴加固法、体外预应力加固法、增加辅助构件法和体系转换法等。桥梁下部结构加固常用方法有:扩大基础加固法、高压旋喷注浆加固法、钢筋混凝土套箍及外包钢板等。需要说明的是,这些加固方法的应用有的并不是单一的,必须根据实际情况来选择加固的方法或者相互结合使用,并且在这些方法的使用之前,必须先将桥梁的裂缝、麻面等病害处理完之后方才进行加固。桥梁护栏运输和存放桥梁护栏是安装在桥梁上的一种重要的护栏类型,桥梁护栏一般是在网上进行订购,很多的时候桥梁护栏厂家为客户进行发货,一般而言的话桥梁护栏是怎么进行运输呢?是怎么存放来保证它的稳定性呢?桥梁护栏在生产完成后或购买后会有一定的存储时间。 那么,如何存放桥梁护栏以确保稳定性呢? 小编在这里向您介绍。1.存放螺旋钢管产品的场所或仓库应清理干净并排干,远离产生有害气体或粉尘的工厂和矿山。 应从现场杂草和所有杂物,以保持钢材清洁。2.请勿在仓库中堆放对钢具腐蚀性的材料,例如酸,碱,盐或水泥。 不同类型的钢应分开堆放,以防止混淆和防止接触腐蚀。3,中小型钢丝,盘条,钢丝,中径钢管,钢丝和钢丝绳等,可存放在通风良好的棚内,但须放在下面。4.可以在仓库中存储一些小型钢,薄钢,钢,硅钢,小直径或薄壁钢管,各种冷轧和冷拔钢产品以及高价的腐蚀性金属产品。5,大型钢,铁轨,侮辱钢,大口径钢管,锻件等均可露天堆放。



热镀锌桥梁护栏朱继民表示,钢企重组很难,但还要推进,否则行业很难走出困境。目前,中钢协已建立了几个产业技术创新联盟,钢铁创新取得了一定成效,但就产业转型升级和产业发展需要来讲,还要进一步深化。下一步,钢铁行业要依托已建立的产业技术创新联盟,通过上下游产业的合作与协同,继续推进钢铁产品的研发与应用,着重于扩大高端产品的应用范围,提高钢材产品的应用效率,推进钢铁产品全生命周期的减量化与绿色化。(一)产量创历史水平。2013年1-6月,全国累计生产粗钢3.9亿吨,同比增长7.4%,增速较2012年同期提高5.6个百分点。前6个月,粗钢日均产量215.4万吨,相当于年产粗钢7.86亿吨水平。其中,2月份达到历史的220.8万吨,3-6月份虽有回落,但仍保持在210万吨以上较高水平。分省区看,1-6月,河北、江苏两省粗钢产量同比分别增长6.8%和13.2%,两省合计新增产量占全国2694万吨增量的42.4%,另有山西、辽宁、河南和云南等省增产也在100万吨以上。分企业类型看,1-6月,重点大中型钢铁企业粗钢产量同比增长5.5%,低于全国平均增幅2个百分点,但仍有60%的增产来自重点大中型钢铁企业。



聚金属制品(永州市分公司)占地40余亩,建筑面积12000平方米,拥有员工100多人,技术人员30余名。现代化 复合管防撞栏杆、不锈钢复合管厂家、碳素复合管厂家、镀锌静电喷塑护栏管厂家加工生产设备齐全,技术力量雄厚;地理位置优越,交通便利。拥有完整、科学的质量管理体系,多年来一直坚持质量为本、诚实守信的处世原则,用实力和 复合管防撞栏杆、不锈钢复合管厂家、碳素复合管厂家、镀锌静电喷塑护栏管厂家产品质量获得了业界的一致好评。



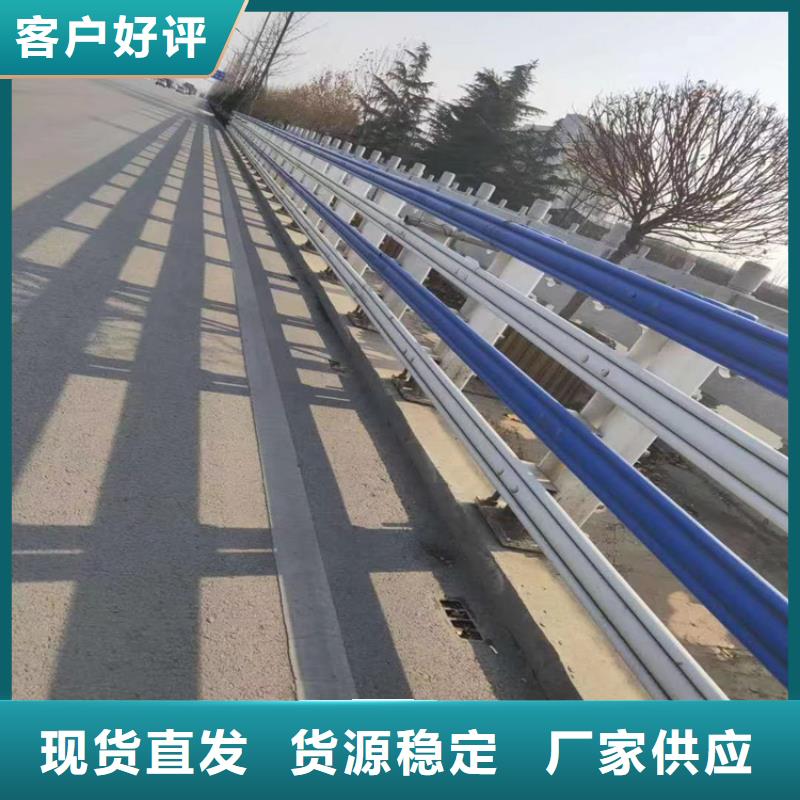
热镀锌桥梁护栏
三、质量标准
1、所有构件下料应保证准确,构件长度允许偏差为1mm.
2、构件下料前必须检查是否平直,否则必须矫直。
3、焊接时焊条或焊丝应选用适合于所焊接的材料的品种,且应有出厂合格证。
4、焊接时构件必须放置的位置准确.
5、焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝表面的焊波应均匀,不得有咬边、未焊满、裂纹、渣滓、焊瘤、烧穿、电弧擦伤、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
6、焊接完成后,应将焊渣敲净。
7、构件焊接组装完成后,应适当用手持机具磨平和抛光,使外观平顺光洁。
四、应注意的质量问题:
1、尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
2、焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不允许搬动、敲击焊件。
3、表面气孔:焊接部位必须刷洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。


