

不容错过的关于高铁用钢筋套筒的小知识视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:关于高铁用钢筋套筒的小知识的图文介绍
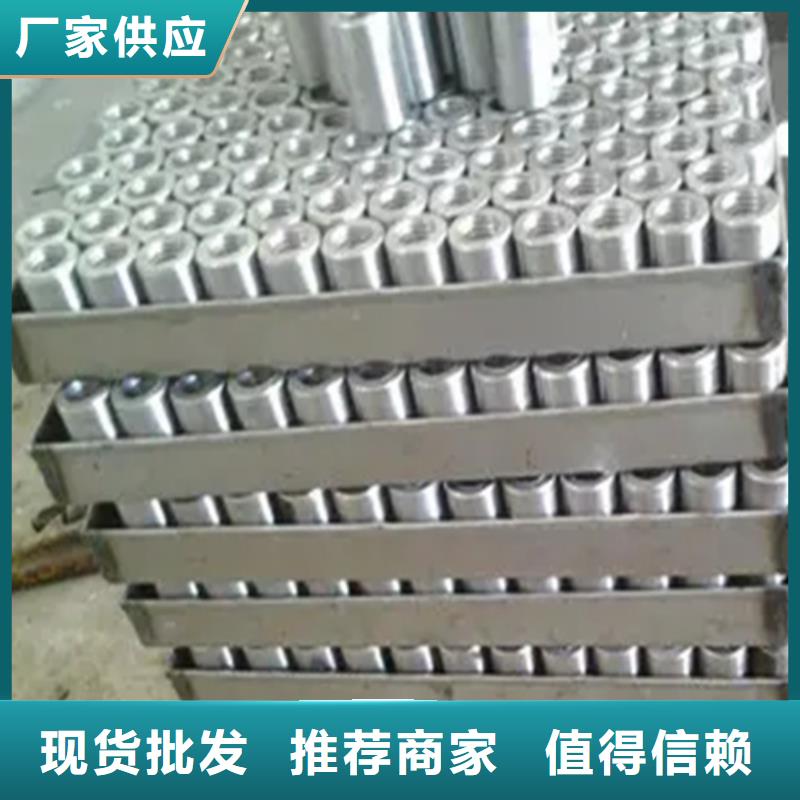
云海旭金属材料(扬州市分公司)专注于 套筒的生产、销售。伴随着行业技术的不断革新与应用发展,公司始终走在行业前端,以市场为导向,为客户创造价值,经过多年发展公司现拥有完善的仓储服务保障体系,可做规格齐全,常备库存,现货直发,现场指导,满足全国客户需求。



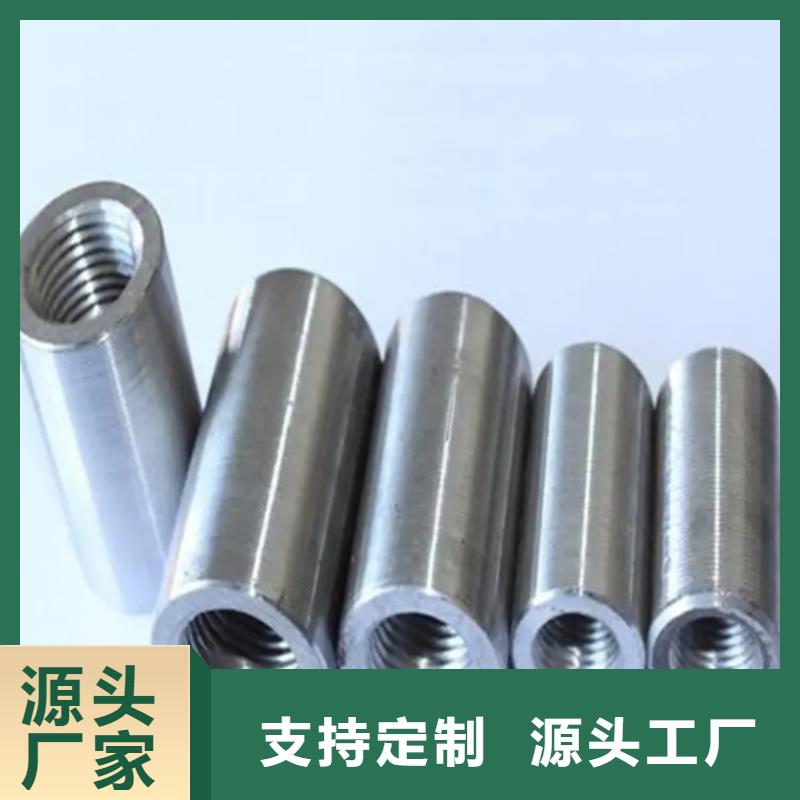
钢筋套筒直螺纹套筒的应用是非常多的,在工业生产设备中,是比较重要的零部件。那么,直螺纹套筒的连接要求都有什么?具体是怎么来操作的,由小编来为您讲解直螺纹套筒的技术操作要求是怎么流程?直螺纹套筒操作要点:1、钢筋下料要求端部平整,不得有马蹄形或挠曲,不得用气割下料,可现场用砂轮锯或无齿锯下料。2、加工钢筋螺纹时,应采用水溶性切削润滑液;不得用机油润滑液或不加润滑液套丝。3、自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班加工的丝头为一个验收批,随机抽检10%,当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时,应对全部丝头进行逐个检验。合格者方可使用。4、加工的钢筋丝头的直径和长度应用螺纹量规检查,已检验合格的丝头,应戴上保护帽加以保护。标准型接头的丝头有效螺纹长度应不小于1/2连接套筒长度,且允许误差为+2P。5、钢筋规格与连接套筒的规格一致,钢筋螺纹的型式、螺距、螺纹外经应与连接套筒匹配。并确保钢筋连接套筒的丝扣干净、完好无损。6、连接钢筋时应对准轴线将钢筋拧入连接套筒,接头拼接完成后,应使两个丝头在套筒中央位置互相顶紧,两端外露丝扣不超过2个完整丝扣。7、为了防止接头漏拧,每个接头拧紧之后,一定要在接头上做红漆标记,不合格的做白色标记以便检查。8、接头拧紧需要采用力矩扳手,力矩值要求满足规范要求值。



云海旭金属材料(扬州市分公司)拥有一支 套筒高素质研发团队,良好的工程师,可根据客户的要求设计 套筒。 公司售后服务是一批实力非常雄厚的团队,成熟的机加工、焊接、钣金、喷漆、组装能力,可完成各种标准的客户订单。可根据客户的要求,物料的特性研发出不同款式的 套筒,整条生产线质量层层把关,严格的产品测试。




钢筋套筒发生松动的问题应该怎么处理呢?一、铆接冲床锁定:拧紧后运用红色斑驳,焊接,粘接等办法,失去了螺纹副的运动副功用不能被删除,并衔接到衔接。这种办法的缺点是只运用一次,螺栓杆和去除是非常困难的,你一定要销毁副方可拆卸的螺栓。二、构建锁定:其结构是运用双螺杆,即向下螺纹锁定模式。三、冲突锁定:这是比较广泛运用的作为锁定装置,以这种方法,则不会生成,可以避免与不断改变的外部正压的一对螺纹之间的相对旋转发生的冲突螺钉对。这种积极的压力由两个副轴向或一起完成夹紧螺钉。


现场施工连接钢筋套筒需要注意哪些点呢?1、接头的加工和安装质量必须符合相关的国标和验收规范。2、袖子必须有工厂。外观质量和螺纹规格必须符合要求。目视检查,游标卡尺和螺纹塞规用于检查。3、钢筋原料的强度必须符合设计和规范要求。钢筋直径的偏差必须在允许的范围内。如果存在过度偏差,剥离后直径将变小或不圆,并且线头易于加工。齿的断裂现象会影响接头的强度。4、加工焊头时,加工参数必须控制在允许的偏差范围内。在开始加工之前,必须根据钢筋的直径调整剥离肋,螺纹滚压头,上升刀环,滚动行程等的直径。5、对钢丝头进行加工,目视检查外观质量,并逐一检查卡钳和端头和螺纹环规。如果不合格,则应删除返工。加工前,可以使用相同的规格和相同批次的废钢进行调试。6、对于合格的线端,请及时添加保护盖,以免生锈或损坏。7、现场安装时,钢筋的规格和钢筋套管的尺寸应相同。拧紧后,套管两侧不应有一根完整的螺纹。8、安装的接头由现场监督见证,并测试接头的强度。


