




【新品发布,视频先行!】高频焊管厂家产品,等你来探!
以下是:高频焊管厂家的图文介绍

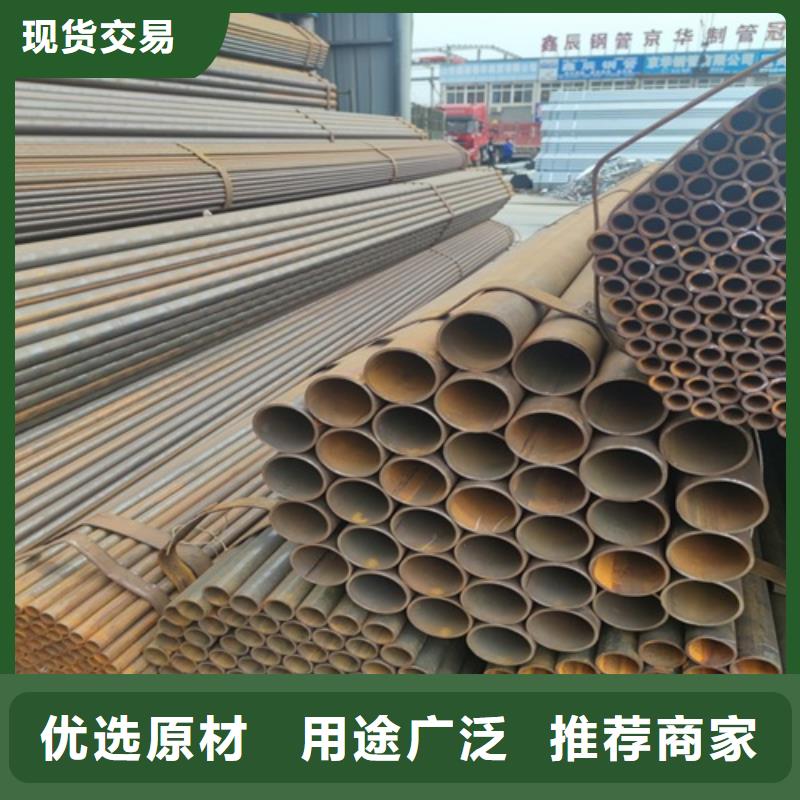
厚壁焊管生产销售厂家品类齐全 厚壁焊管是厚壁钢管的一种,也是焊管的一种,作为专业从事厚壁钢管的销售和生产工作的我们来说对于厚壁焊管的了解可以说是比较多了。要想做这一个行业基本的厚壁焊管的符号一定要弄明白 ,我们来看一下主要的符号 有哪些? 厚壁焊管表示方法有管子表号、钢管壁厚尺寸和管子重量三种方法 1)是以管子表号"Sch”表示壁厚。 管子表号是管子设计压力与设计温度下材料许用应力的比值乘以1000,并经圆整后的数值。 即:Sch=P/[o]tx 1000 ANSIB36.10壁厚等级:施10、施20、施30、 施40、 施60、 施80、 施100、施120、 施140、 施160十个等级; ANSIB36.19壁厚等级:Sch5s、Sch10s、 Sch40s、 Sch80s四个等级; 2)以钢管壁厚尺寸表示中国、ISO、 日本部分钢管标准采用 3)是以管子重量表示管壁厚度,它将管子壁厚分为三种: a.标准重量管,以STD表示 b加厚管,以XS表示 C.特厚管,以XXS表示。 对于DN≤250mn的管子, Sch40相当于STD , DN<200mm的管子, Sch80相当于XS。


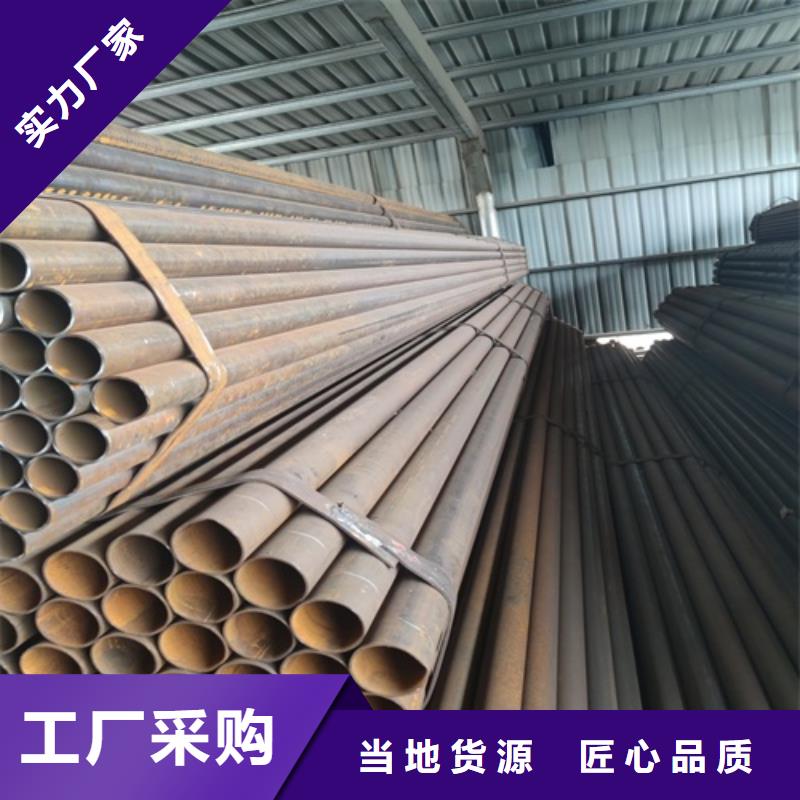
冷轧焊管主要用于换热器管、流体管、压力管道、建材结构用管、城市景观、等行业上,年消耗量在70万t左右。 工业用冷轧焊管需求比较高,而且生产工艺成熟,目前我国年用工业用冷轧焊管量大约15万t左右,一部分仍需要进口。 从国产冷轧焊管管产品上看,钢种以奥氏体钢为主; 产品品种有:无缝钢管包括冷拉管、冷轧管、热挤压管、离心铸造管、旋压管; 焊接钢管包括:等离子焊、氩弧焊、埋弧焊、光速焊接和高频焊接等焊管,所能生产的冷轧焊管管基本上覆盖了世界各国标准的品种规格,冷轧焊管异型管的规格、品种也达百种以上,产品用途涉及工业、民用的众多领域



鹏鑫钢铁(徐州市分公司)不光重视 无缝钢管新技术、新产品的引进和开发,而且学习国内外优质管理经验,不断创新管理模式,制作学习型组织,以精雕细镂的 无缝钢管产品质量,务实的工作作风,服务于全国各地采购商。



直缝焊管除锈保养法: 一般要求直缝焊管管件表面达到近白级(Sa2.5实践证明,于直缝焊管管件常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺。采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm充分满足防腐层与钢管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5技术条件。当直缝焊管发生一定的锈迹时,依照一定的除锈方式和方法处理,保证直缝焊管的质量和性能,能够在不同的行业和优先域中使用,为建筑行业做出重要的贡献和作用。 直缝焊管的喷(抛)射磨料: 为了达到理想的除锈效果,应根据直缝焊管设备外表的硬度、原始锈蚀水平、要求的外表粗糙度、涂层类型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为4050HRC钢砂的硬度为5060HRC可用于各种钢表面,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。 直缝焊管的除锈速度: 即单位时间内磨料施加到钢管的总动能E及单颗粒磨料的动能E1钢管的除锈速度取决于磨料的类型和磨料的排量。式中:m磨料的喷(抛)量;V磨料运行速度;m1单颗粒磨料的质量。m大小与磨料破碎率有关,破碎率大小直接影响外表处置作业的利息及除锈设备的费用。当设备固定不变后,m为常数,y为常数,所以E也是一个常数,但由于磨料破碎,m1发生变化,因此,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。 直缝焊管的磨料的粒径及配比: 为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,防腐过程中防腐层易形成气泡,严重影响防腐层的性能。



