




一分钟的时间,对于了解我们的40新标准(59*86)套筒质量保证产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:40新标准(59*86)套筒质量保证的图文介绍
近年来,随着建筑行业的快速发展,钢筋套筒在现在建筑中应用很多,那直螺纹套筒接头的检验是如何进行技术查验和现场抽检的呢?下面就和小编一起来了解下吧。1、钢筋接头的技术查验。钢筋衔接工程开端前和施工过程中,应对每批钢筋进行接头技术查验,查验应契合下列需求:①每种标准钢筋的接头试件应不少于三根。②钢筋母材抗拉强度试件应不少于三根,且应取自接头试件的同一根钢筋。③3根钢筋接头试件的抗拉强度均应契合行业规范《钢筋机械衔接通用技术规程》中表的规则:接头的抗拉强度;接头等级I级II级III级;抗拉强度F0mst≥1.10fukF0mst≥fukF0mst≥1.35fyk。

套筒质量保证")
套筒质量保证")
现场施工连接钢筋套筒需要注意哪些点呢?1、接头的加工和安装质量必须符合相关的国标和验收规范。2、袖子必须有工厂。外观质量和螺纹规格必须符合要求。目视检查,游标卡尺和螺纹塞规用于检查。3、钢筋原料的强度必须符合设计和规范要求。钢筋直径的偏差必须在允许的范围内。如果存在过度偏差,剥离后直径将变小或不圆,并且线头易于加工。齿的断裂现象会影响接头的强度。4、加工焊头时,加工参数必须控制在允许的偏差范围内。在开始加工之前,必须根据钢筋的直径调整剥离肋,螺纹滚压头,上升刀环,滚动行程等的直径。5、对钢丝头进行加工,目视检查外观质量,并逐一检查卡钳和端头和螺纹环规。如果不合格,则应删除返工。加工前,可以使用相同的规格和相同批次的废钢进行调试。6、对于合格的线端,请及时添加保护盖,以免生锈或损坏。7、现场安装时,钢筋的规格和钢筋套管的尺寸应相同。拧紧后,套管两侧不应有一根完整的螺纹。8、安装的接头由现场监督见证,并测试接头的强度。
套筒质量保证")
套筒质量保证")
套筒质量保证")
云海旭金属材料(西藏分公司)是专业经营各种【套筒】的大型企业,在【套筒】行业中有较高的信誉, 公司一贯以服务细致、价格合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。经过多年的经营,已经同全国各大厂建立了稳固的供货体系,同使用单位建立了良好的销售体系,公司经营的产品已经使用在许多重要工程中,实行仓储、销售、开票一条龙服务,本公司全体员工热忱欢迎新老朋友光临、惠顾、指导,来人来电洽谈业务,让我们携手共进,共创辉煌!
套筒质量保证")
套筒质量保证")
套筒质量保证")
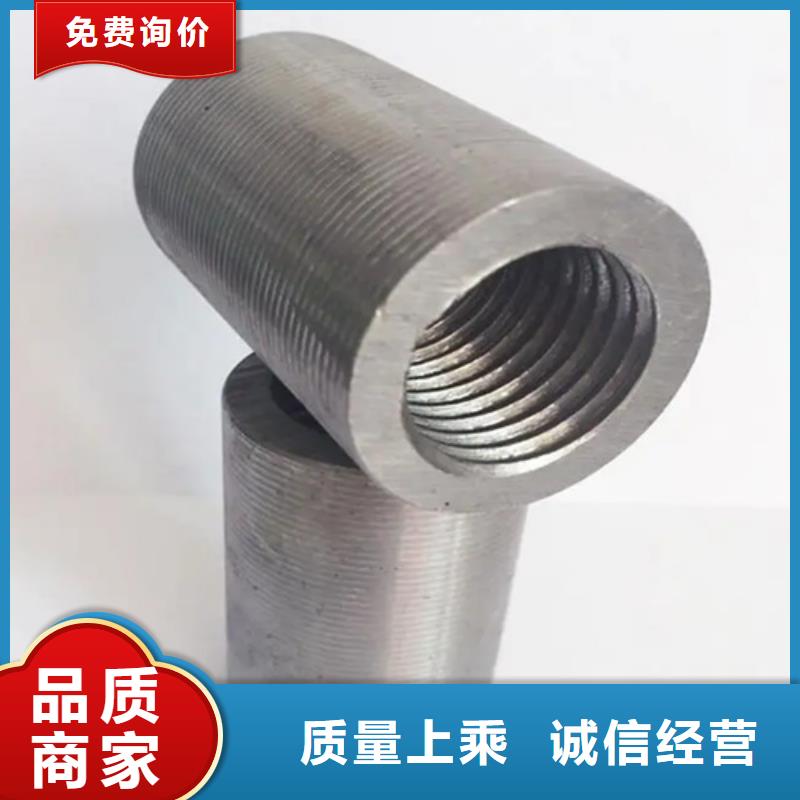
钢筋套筒滚压直螺纹连接工艺流程:钢筋切割→滚压螺纹→丝头检查→现场丝接2、操作工艺:钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%—8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材的97%—,强度性能十分稳定。套筒质量要求:① 连接套表面无裂纹,螺牙饱满,无其他缺陷。② 牙型规格检查合格,用直螺纹塞规检查尺寸精度。③ 各种型号和规格的连接套外表面,必须有明显的钢筋级别和直径。
套筒质量保证")
套筒质量保证")
套筒质量保证")
