

以下是我们上传的钢板卷筒机器设备钢板卷圆加工产品介绍实拍视频,您可以点击观看。
以下是:钢板卷筒机器设备钢板卷圆加工产品介绍的图文介绍


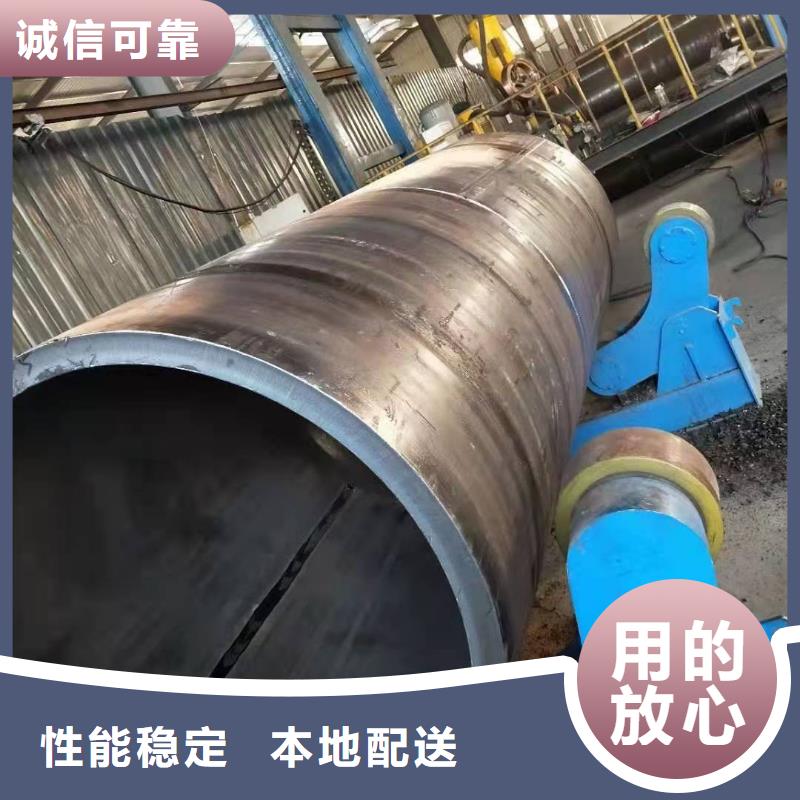
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定:



钢板卷管钢板卷筒壳电注作品图片附件预览71卷筒壳电机71卷筒壳电机分解图71卷筒壳电机装配体71卷筒壳电机四视图ID文件名称文件格式文件大小(KB)操作正在加载...请等待或重新刷新本页面!图纸简介该电机为71机座号立式大法兰安装方式电机,出轴配皮带专用,该图纸按现有生产产品比例建模,可下载后直接使用或修改后使用,全文件为原生SW2017版本含参数可编辑。发布作者:图纸格式:sldasm、sldprt图纸版本:Solidworks2017文件大小:10.99MB所需积分:20沐风币可否编辑:可进行编辑,含参数下载地址(所需金额:20沐风币)立即下载(10.99MB)已有人关注


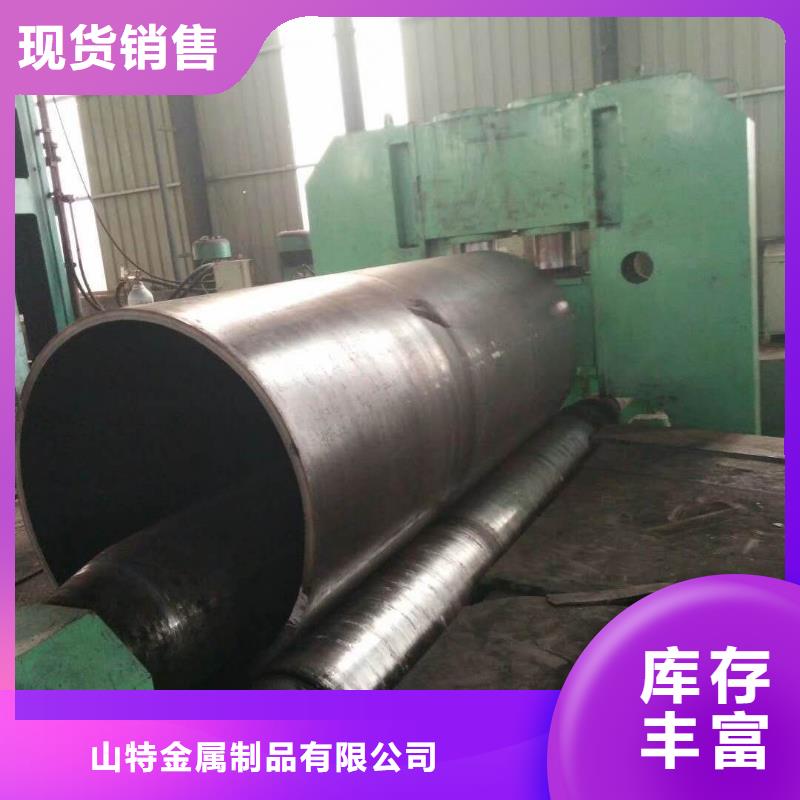
首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



山特金属制品(乌兰察布市分公司)所生产的 滤水管厂家产品种类齐全、规格多样,价格适中 ,品质优良。其制作流程严格遵守行业生产标准和检验控制,保证了每一件产品质量。

