

不锈钢绗磨管业内好评产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:不锈钢绗磨管业内好评的图文介绍
随着规模的不断扩大,液压机械(通辽市分公司)拥有一批专门从事设备设计、开发、生产的技术人员和的管理人才。建立比较完善的生产流程和质量管理体系。公司始终把 绗磨管生产厂家作为主业,不断更和开发产品来满足用户的需求。由于公司多年从事 绗磨管生产厂家的研究开发,在生产安装方面积累了大量的经验,以方便用户选购,以达到用户的满意效果。



企业旺旺珩磨管绗磨管油缸管绗磨管厂家迅速准确的判断故障缸是非常重要的。其快速判断方法是:将装载机动臂落到底,然后启动发动机(机器处于空挡位置),将动臂操纵杆置于下降位置,加大油门根据松开动臂缸大腔接口处的漏油情况即可判断小腔油封的好坏。若大腔接口处漏油比较多,则说明该绗磨管封密封不良或油封损坏;若松开处接口不漏油可漏油很少,则说明该动臂缸小腔油封密封性能较好。大腔油封损坏,就会造成升起的动臂自动下落,其判断方法与小腔油封判定方法相反。绗磨管厂家也可用此法来判断装载机的翻斗缸或转向缸的某一绗磨管油封以及非对称式绗磨管筒(如挖掘机的斗杆缸、铲斗缸)的某一腔油封的密封情况小口径绗磨管内径绗磨光洁度多少



企业旺旺珩磨管绗磨管油缸管精密绗磨管的矫直处理 精密绗磨管的矫直主要分为热矫直和冷矫直,这过程中,温度的控制是关键。矫直温度过高,高精度绗磨管会出现因冷却不均咋成的瓢曲现象;价值温度过低,又会增加绗磨管的矫直抗力,增加矫直的难度。而且为了达到理想的矫直效果,可以针对不同的管材情况进行一次或多次的矫直。精密绗磨管采用的主要矫直方式有压力矫直、辊式矫直、张力矫直和拉伸弯曲矫直等等,不同的材料选用的矫直方式也有不同,虽然原理上有所区别,但是终的加工效果都是比较理想的。这样的话,精密绗磨管才能以高强的精度运用在各个场合。精密绗磨管先进的生产和检测设备是制造优质产品的必要保证,因此公司十分重视生产装备的现代化确保在行业的领先水平。采用国外先进技术制造的生产设备,轨机精密度高,生产品种规格广泛且规格灵活,较一般自动轨管机组更为先进,同时并配置先进的自动化控制系统及在线质量检测系统



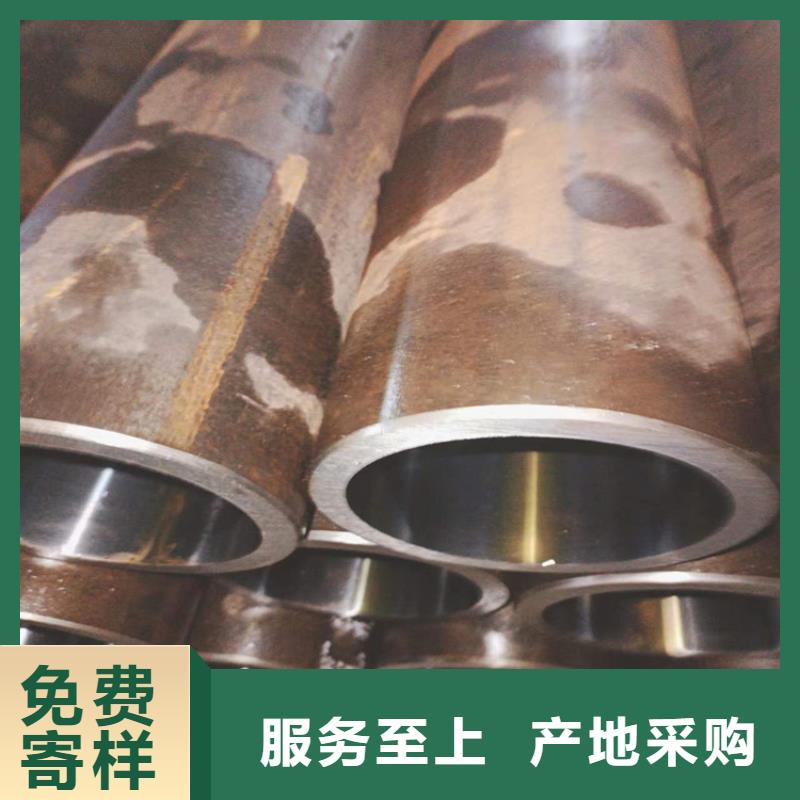
企业旺旺珩磨管绗磨管油缸管45#绗磨管无需加工可直接用于液压油缸套缸体,油缸拉杆等液压油缸产品。绗磨精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。高精度珩磨管应用于液压,缸筒,管线,纺织,印刷,减震,精密轴套等高精度机械领域,45#绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果绗磨管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。



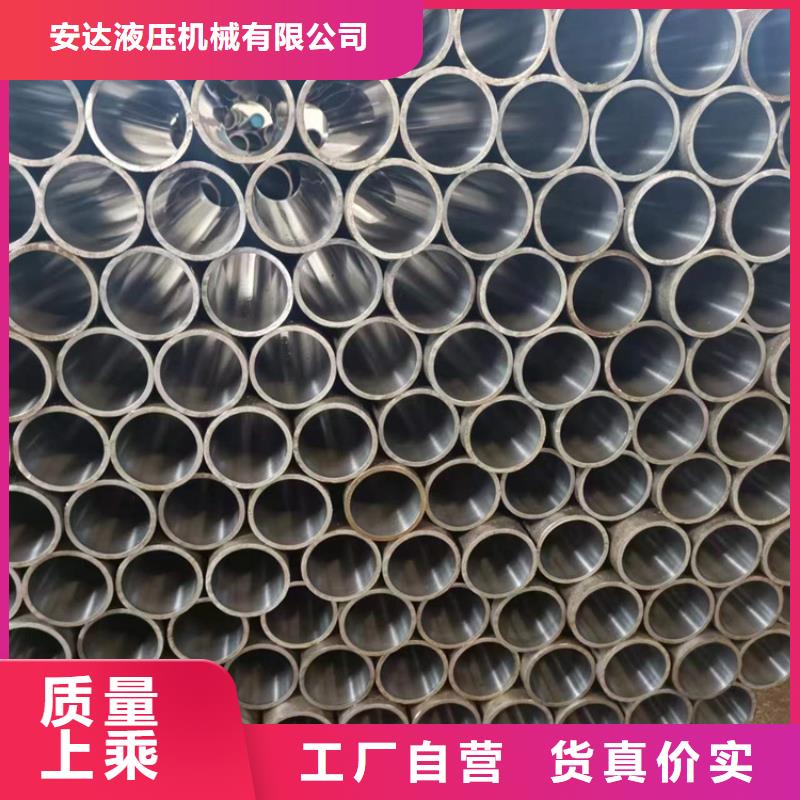
企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好