


支持定制的国标DN80球墨铸铁管公司的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:支持定制的国标DN80球墨铸铁管公司的图文介绍


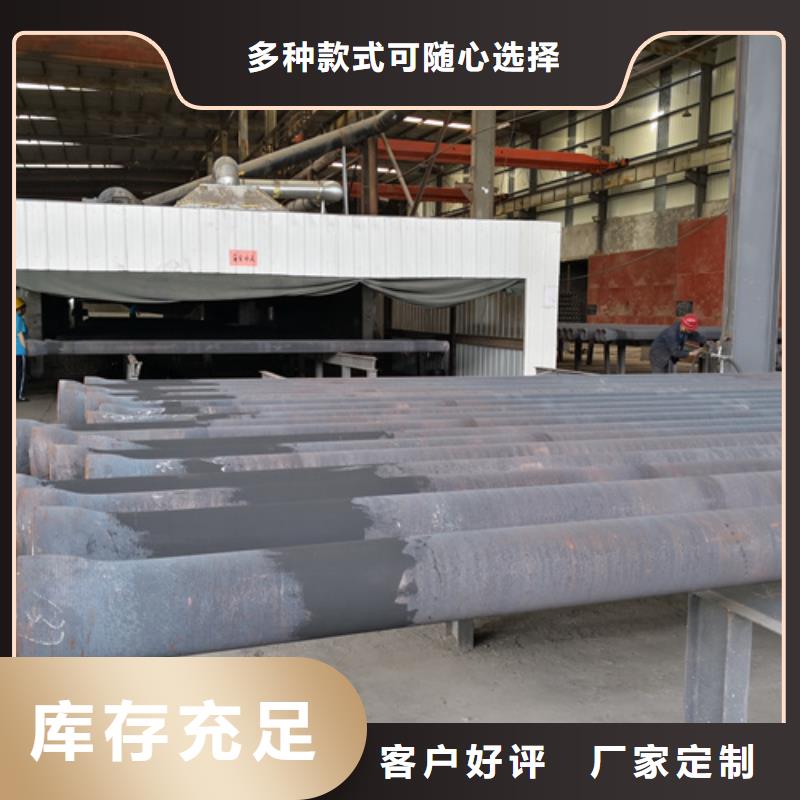
鹏瑞球墨铸铁管随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯、型砂、铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力),铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。



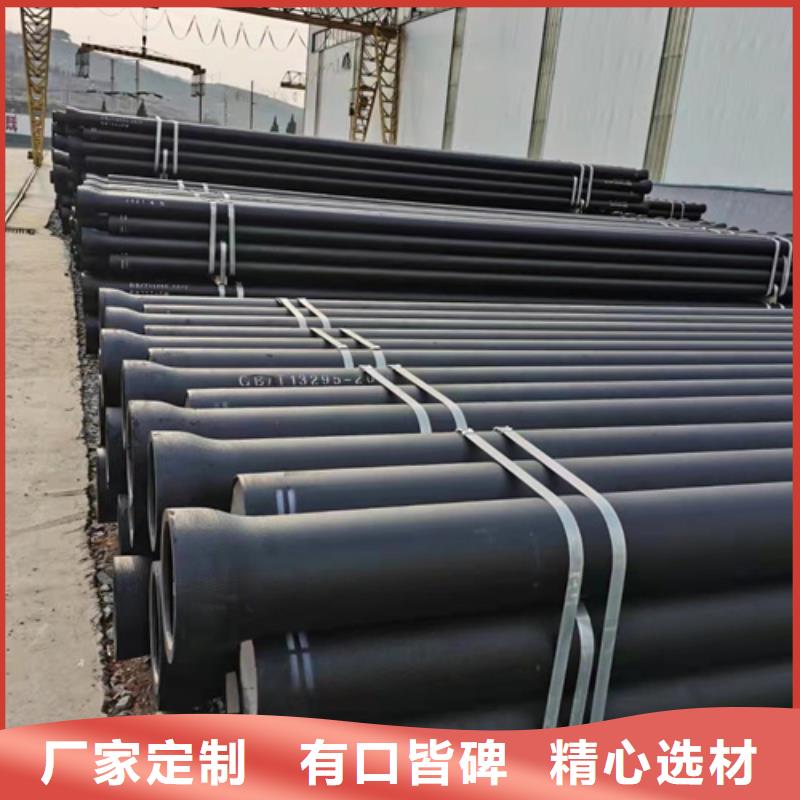
鹏瑞管业(通辽市分公司)是一家集生产、加工、销售为一体的专业生产厂家。产品品种齐全,质量精良,部分产品包工包料。主要销往国内各大省市,深受客户的认可和信赖! 我公司主要产品有 球墨铸铁管,我公司员工团结奋进,以严谨的工作作风,依靠同行业中先进的技术设备、优良的产品质量、率的服务理念,争得了市场份额,紧跟时代的步伐、务实的品质,使我们确立了自身的赢家地位。欢迎用户光临垂询,以对我们的产品有更进一步的了解,彼此互利,共创辉煌。 我公司秉承“以客户为中心,以低价好质量为基础,以更好服务为手段,以客户满意为目标”的经营理念,我们深信:每一个产品就是一条广告,并且我们以更优惠的价格、先进的技术设备、完善的售后服务来赢得用户的信任,



球墨铸铁管接口漏水怎么办常见的漏水主要是管线接头处。原因较多,主要有以下几种因素:a、 球墨管没有装到位或是安装倾斜角度超过标准(DN80-150:5°、DN200-300:4°、DN350-600:3°、DN700-800:2°)。可检查插口处喷印的安装线,确认是否按要求安装。b、 球墨管承口椭圆,胶圈起不到密封作用。c、 球墨管将胶圈顶翻,胶圈损坏,起不到密封作用。d、 球墨管承口处有杂物粘附,未清理干净,胶圈起不到密封作用。e、 胶圈质量不好,受压后不能恢复弹性,起不到密封作用。管子或胶圈径向尺寸不合格,或不能相互配套,造成密封性差。处理办法:对上述情况应逐一进行核认,是a、c、d项者可重新正确安装,是b项者可更换合格产品或进行校园,是e、f项者更换合格产品。若不能更换时,可采用球墨哈夫节(承口用)处理。还有一种漏水是管子与管件接头处或管件本身,原因同管线接头漏水,处理办法也相同。不同点是当由于管件本身损坏造成漏水时,轻微渗水可焊接处理,严重漏水时可用水泥完全覆盖进行防护处理。



①、清理管口:将承口内的所有杂物擦洗干净.②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内.③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀.④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法.⑤、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染.⑥、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利.首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致.安装过程中,定管、动管轴心线要在一条直线上,否则容易将胶圈顶出,影响安装的质量和速度.管道安装要平,管子之间应成直线,遇有倾斜角时,要小心.将连接管道的接口对准承口,若插入阻力过大,切勿强行插入,以防橡胶圈扭曲.橡胶圈润滑油宜用植物油;寒冷的冬季,橡胶圈可用热水预热,以减少硬度,迅速安装.另外,如果你用的管材符合标准,那就看胶圈,是不是硬度级别没达到标准,或者说胶圈本身就不符合标准.
