


想要深入了解六角管定尺定做5米定尺产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
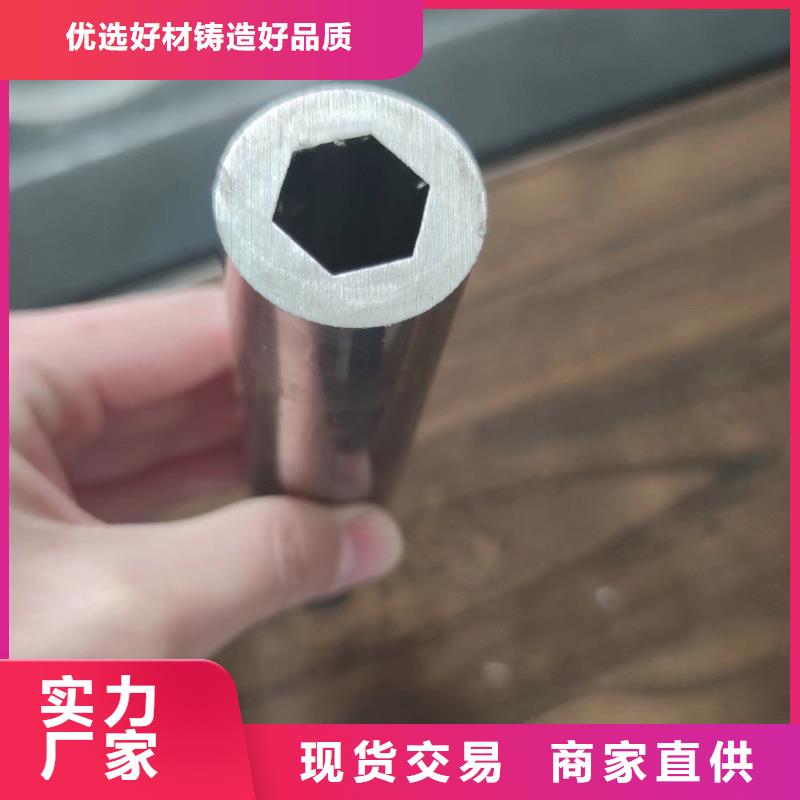
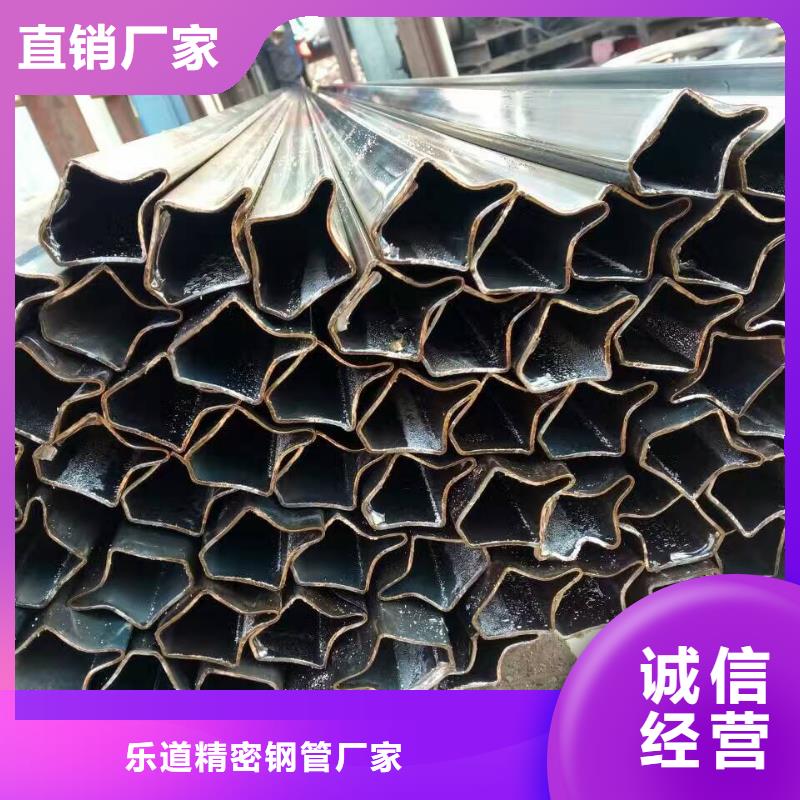
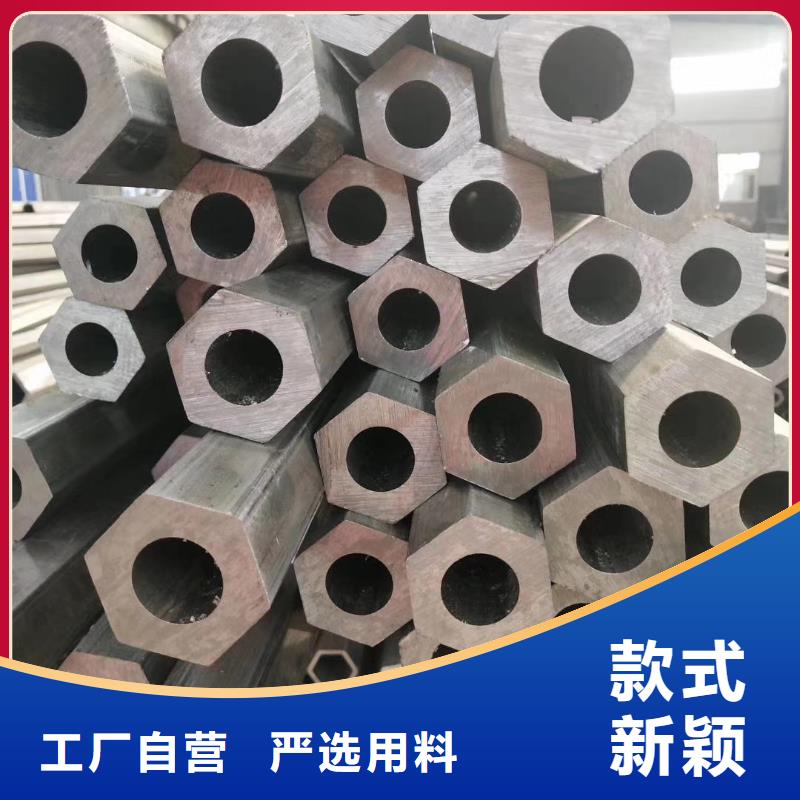
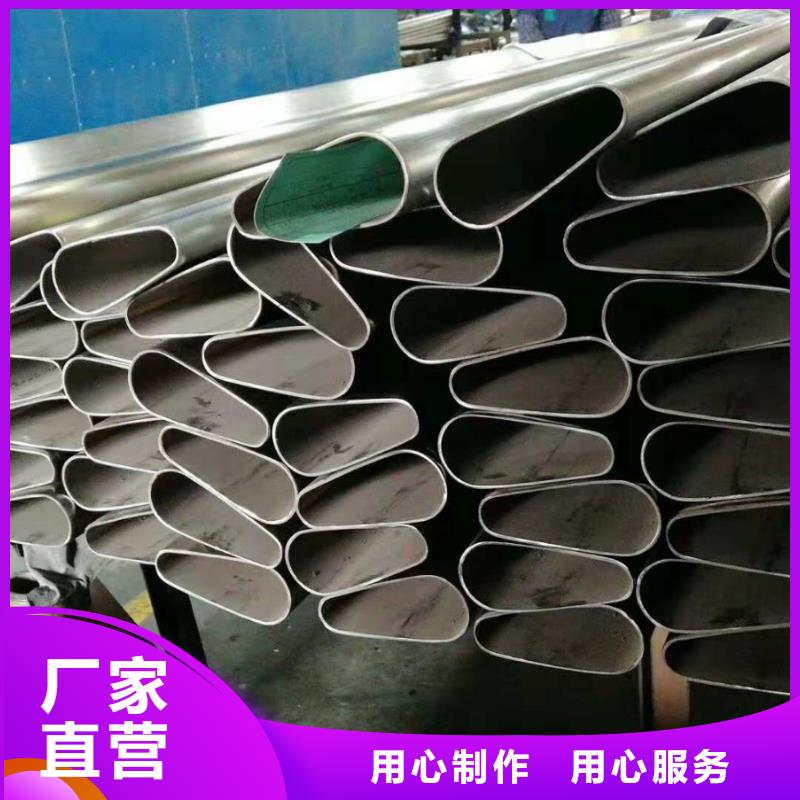
以下是:六角管定尺定做5米定尺的图文介绍

乐道精密钢管厂家(宿迁市分公司)位于国联金属市场168号,公司主营产品 T型管,我们拥有一支引领技术潮流的工作人员,一批高素质的管理人员。规模化的企业营销、高质的配送及仓储,得到广大客户的认可与信赖,从而形成了高速的资源服务网络,实现可双赢的价值。 目前,我公司正如稚鹰展翅,本着“质量di yi、信誉di yi、顾客di yi”的宗旨,竭诚为阁下提供优质的产品和满意的服务!



异型管电阻率:在单位长度立方体材料的两对面之间测量的电阻,单位用Ω/m,μΩ/cm或(已废的)Ω/(circular mil.ft)来表示。
异型管磁导率:无量纲系数,表示物质易被磁化的程度,是磁感应强度与磁场强度之比。
异型管熔化温度范围:确定合金开始凝固和凝固完了的温度。
异型管比热:单位质量的物质温度改变1度所需要的热量。
在英制和CGs制中二者比热的数值相同,因为热量的单位(Biu或cal)取决于单位质量的水升高1度听需的热量。
国际单位制中比热的数值与英制或CGS制是不同的,因为能量的单位(J)是按不同的定义定的。
比热的单位是Btu(1b/0F)及J/(kg /k)。
异型管热导率:物质导热的速率的量度。
在单位截面积物质上建立单位长度上的1度的温度梯度时,那么热导率定义为单位时间传导的热量热导率的单位为 Btu/(h/ft/0F)或w/(m /K)。



异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
异型管焊嘴与异型管间的距离以15-25mm为宜。

