



不要满足于简单的文字描述,点击我们的双承单支盘三通企业-让您放心产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:双承单支盘三通企业-让您放心的图文介绍

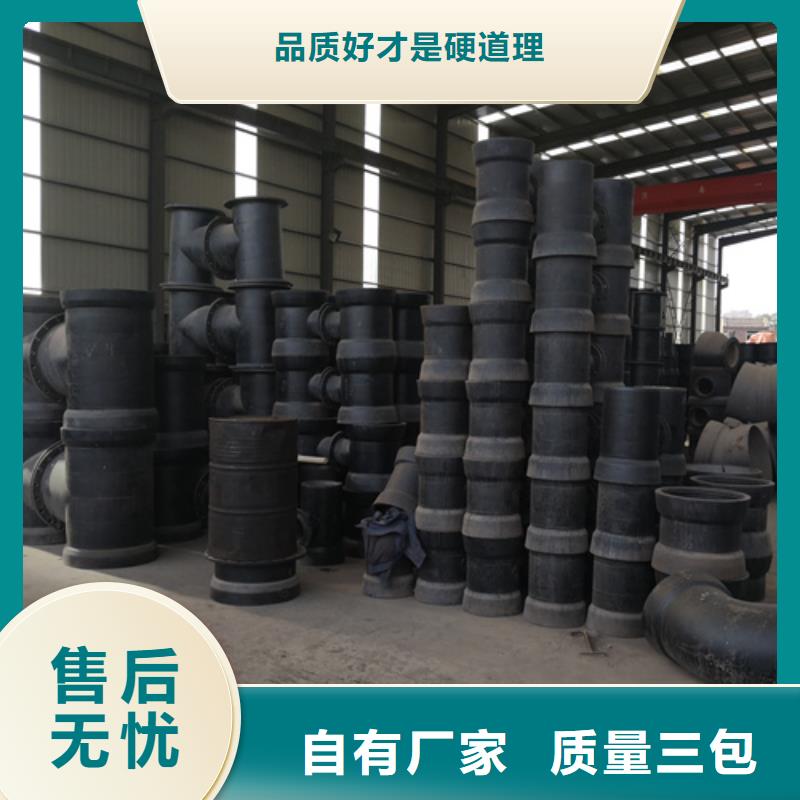
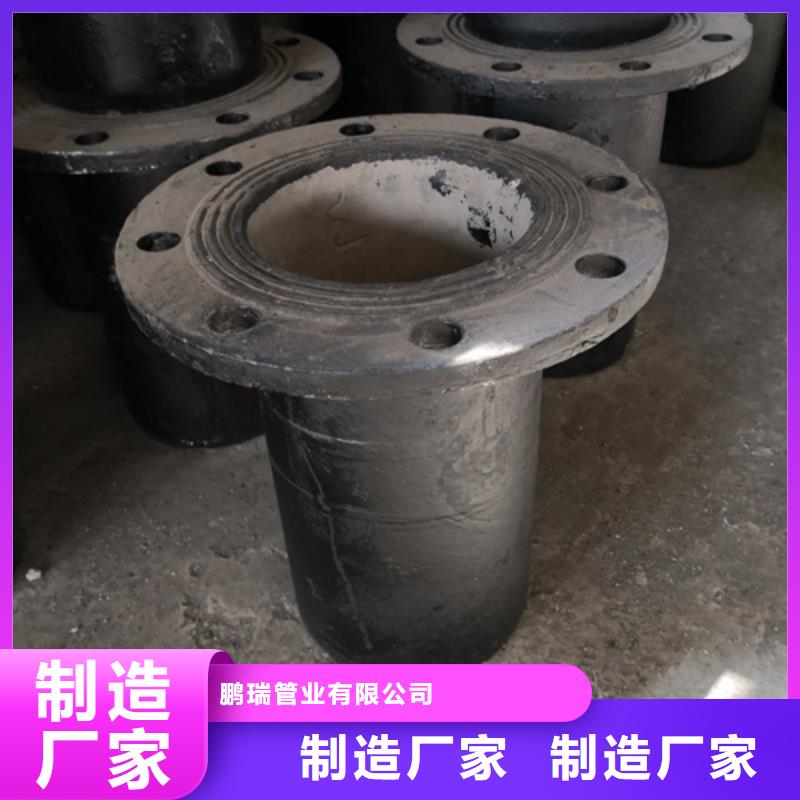
铁制弯头,调整铸铁管件离心主机下限,缩短溜槽出口与插座的距离。很容易控制温度的热金属铸铁管道通过热金属的低温,低温管道内壁的模具将导致沉重的皮肤缺损,和高温的热金属和增加的热气体排放会导致气孔缺陷。中频炉工艺应严格按照技术要求提供合适的温度热金属,并在生产中离心机合理控制进出口温度和冷却速度。球墨铸铁管件系列:三通系列(全承三通、双承单支盘三通、双承一插三通、承插单支盘三通、全盘三通、全承底三通、承插盘丁字管、双承丁字管、双承单盘底三通、全盘丁字管、双承单支盘丁字管、双承一丝三通、承插丝三通)四通系列(双承双盘四通、全承四通、双插双承四通、全盘四通)。其他配件系列(双盘短管、盲法兰盘、插盘短管、盘插短管、双承减缩管、、承插渐缩管、插承渐缩管、套筒、双盘弯管、双承弯管、承插弯管、伸缩器、堵漏器、抢修节等)。


机械式柔性接口球墨铸铁管的组装非常容易,但没有正确的结合则容易发生问题,所以要依照以下步骤进行安装:(I)安装前的清扫与检查:1)仔细清扫承口内表密封面以及插口外表面的沙、土等杂物,如图S-24所示;2)仔细检查连接用密封圈,不得粘有任何杂物。(2)装入压兰和橡胶圈。把压兰和橡胶圈套在插口端,如图8-34所示:注意橡胶圈的方向,橡胶圈带有斜度的一端朝向承口端。(3)承门、插口定位。将插门推人承口内,完全推人承口端部后再拔出10mm,如图8-35所示。(4)压兰及橡胶圈的安装:1)将橡胶圈推入承口内.然后将压兰推人顶住橡胶圈,插人螺栓,用手将螺母拧住,如图8-36所示。2)检查压兰的位置正确与否,然后用扳手按对称(如图8-37所示)顺序拧紧螺母,如图8-38所示。应反复拧紧,不要一次拧紧。使用测力扳手,连接螺栓的力矩应达到要求,注意事项:①对于口径较大的管道,在拧紧螺母过程中,要用吊车将铸管或管件吊起,使承口和插口保持同心。②试压完后一定要检查螺栓.有必要再拧紧一次。(5)用于燃气的铸管,出厂前已对承口内壁和插口外壁密封面修磨光滑。现场安装需要切管的,切管后应对插口外壁修磨光滑,以确保接口的密封性。



对于小型铸件在大浇包不便浇注时。可考虑使用其他小型浇包。或准备手浇包。两人抬浇包等。铸铁管件检查包衬厚薄及光整程度:包衬太薄和凹凸不光整。当金属液温度过高和浇包使用时间过长。容易引起包壳过热。导致外壳变形。球墨铸铁管使内衬产生脱落和侵蚀现象。一般来说,在离心拔管生产球墨铸铁管件时,容易出现质量缺陷。一般有厚皮、气孔、针孔、夹渣、渗漏等。主要缺陷为皮肤重、气孔和针孔。如何提高球墨铸铁管件质量?应该采取措施在铸铁管件的管模具,避免稀疏冲管道内壁的铸铁管件模具,减少的速度冲管铸铁管件模具,使冲压点密集,甚至;避免铸铁管件管模内壁浅冲,增加风压,磨好冲头,确保冲头深度合适。管道模具内表面的油脂和杂质,特别是新使用的铸铁管模具,在使用前必须。对于有龟裂的铸铁管模具,使用时应适当增加粉量;如果龟裂严重,必须及时更换铸铁管模具。措施调整槽的位置铸铁管件重皮缺陷的铸铁管件的轴承部分由于不当的形状槽肘部或槽的肘和套接字之间的距离,有必要检查铸铁管件的生产设备在生产和更换铸铁管件在必要时的滑槽。

鹏瑞管业(深圳市分公司)是精于 球墨铸铁管系列产品的应用研究和开发,致力于广大客户提供专业化和个性化服务的公司。我们专业生产 球墨铸铁管等。公司主营产品 球墨铸铁管。鹏瑞管业(深圳市分公司)诚始终坚持以“品质是企业的生命”这一理念永续经营,本着“质量至上诚信经营”的经营理念及“用心服务感动客户”的销售理念去赢得客户赢得市场,持续不断为广大客户提供z u i的 球墨铸铁管解决方案,勤劳和真诚的我们愿与您携手共进,共赢未来!



