

观看我们的产品视频,就像打开了一扇通往石油部标SY/T5037螺旋钢管2米定尺产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
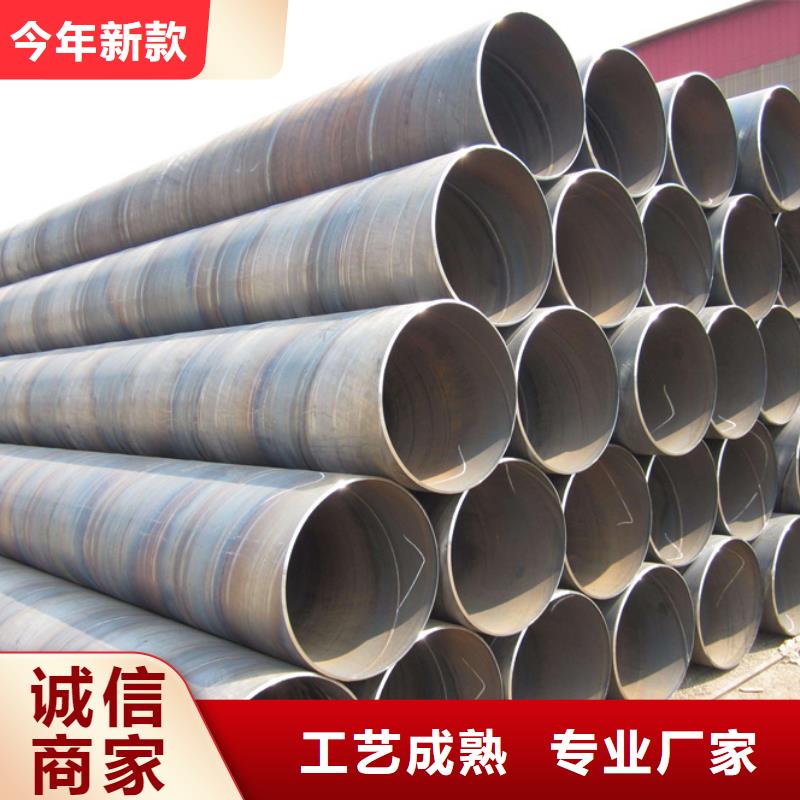
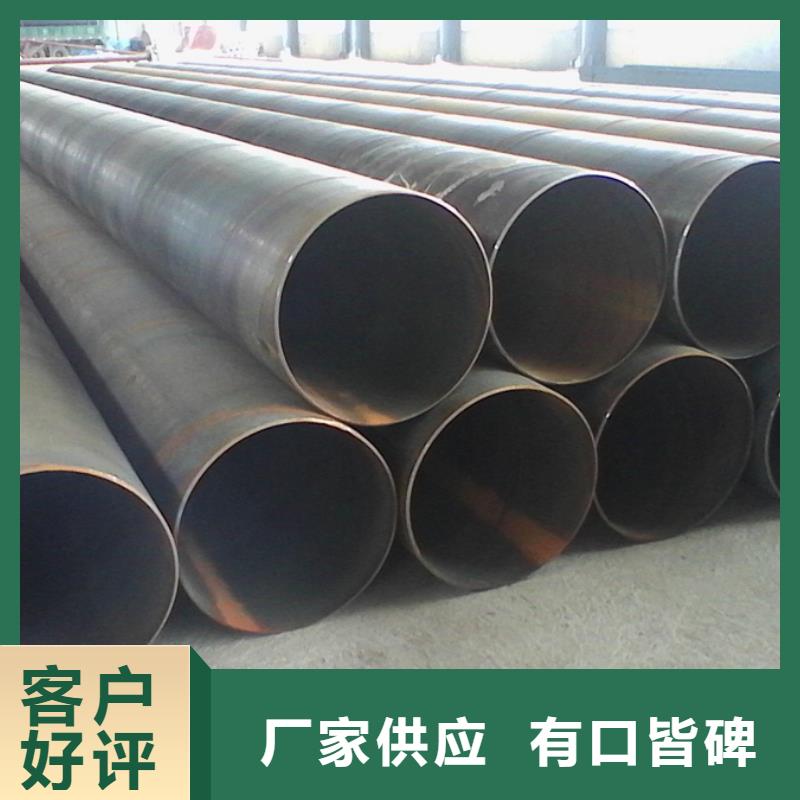
以下是:石油部标SY/T5037螺旋钢管2米定尺的图文介绍

2、螺旋管焊接:螺旋管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
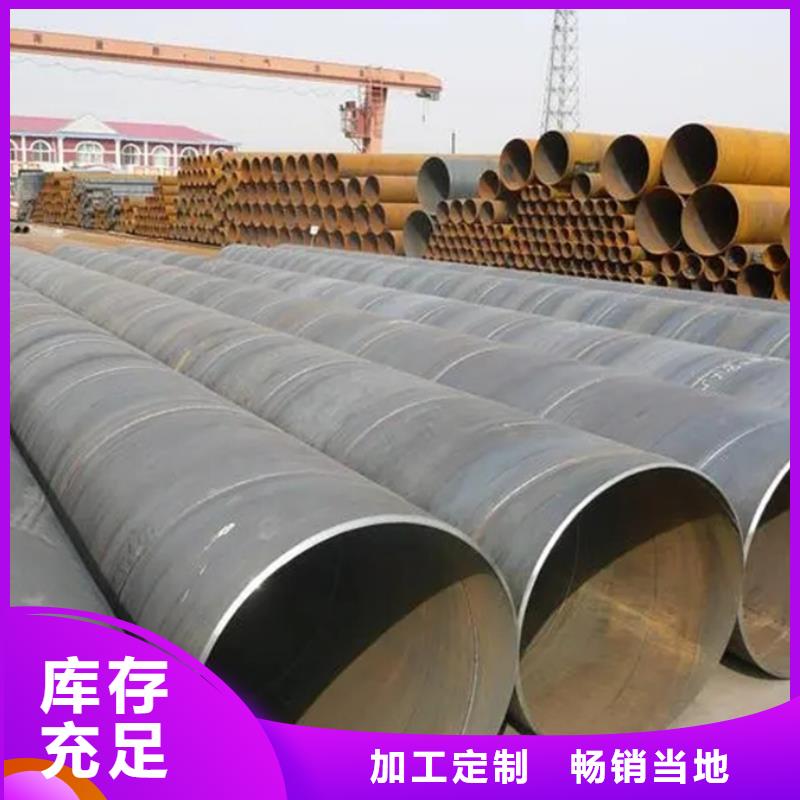
3、螺旋管焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。


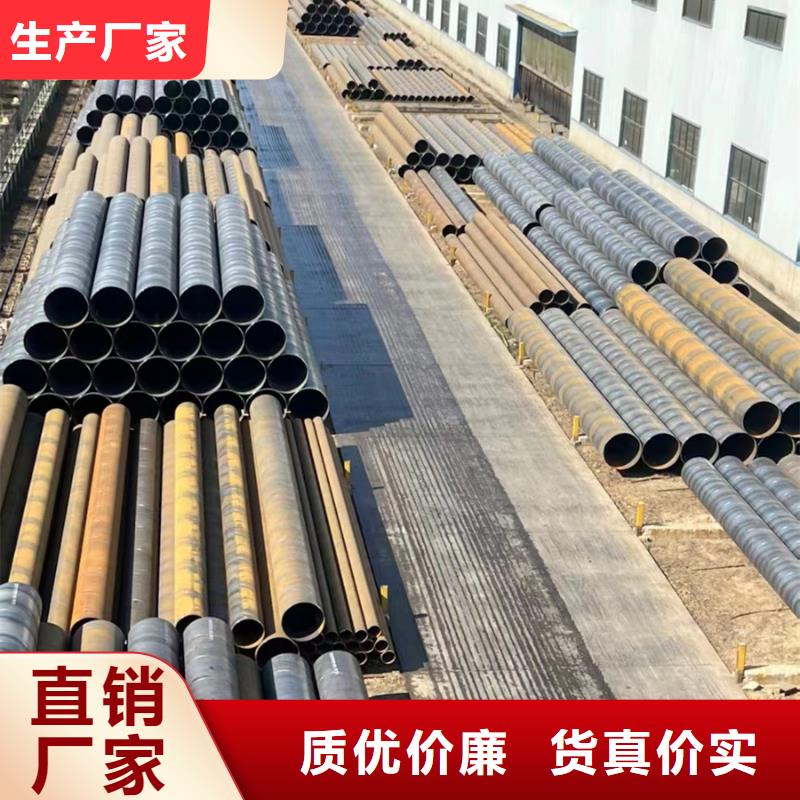
螺旋管浅析其具体的生产工艺流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)螺旋管带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)螺旋管成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
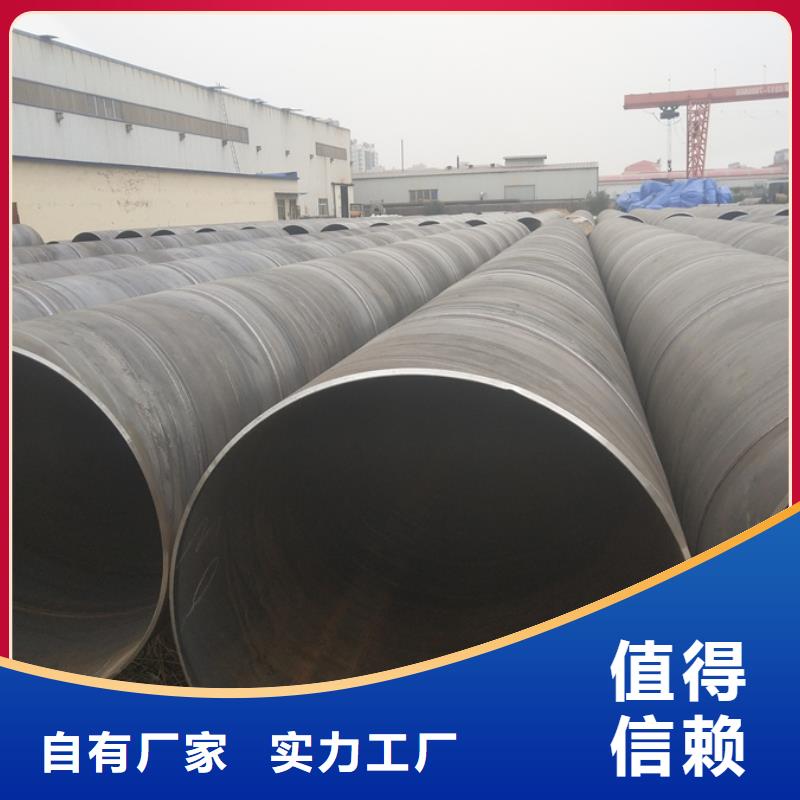
(4)螺旋管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)螺旋管采用外控或内控辊式成型。
(6)螺旋管采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。



聚旺物资(沈阳市分公司)秉承、“品质、信誉、创新、服务”的经营理念,“质量为先,诚信为本”的企业宗旨。对【镀锌钢管、高压锅炉管】产品质量和服务精益求精,与客户双赢合作,共同发展。 美丽的【镀锌钢管、高压锅炉管】之都-----辽宁沈阳欢迎你!


操作平台一般由相应的设备、加热炉、土建等专业设计,配管专业应向这些专业提供所需要的平台资料。操作平台的委托资料应包括平台的大小、平台荷载、梯子形式等内容。一般情况下,螺旋管设计可分为基础设计和详细设计两个阶段。螺旋管基础设计(BasicDesign)阶段:在工艺包基础上进行的工程前期设计。
详细设计(DetailDesign)阶段:为施工而进行的设计,国内常称为施工图设计。在国内,还有初步设计阶段,螺旋管是在工艺包基础上,为报政府部门或上级单位批准的工程前期设计。初步设计的设计内容深度,需要按照相关行业的专门规定,初步设计只是一个总体的规划,主要目的是报政府部门或上级单位审批。
螺旋管在输送燃气,运输方面发挥了很大的作用。
随着国内外多项重大管道工程的规划及建设,大变形管线钢、高强度级别热煨弯管和厚规格低温管件等高附加值产品,显现出良好的市场竞争能力和较大的市场需求,螺旋管而国内企业在开发该系列产品方面进度比较缓慢。为了尽快开发出适用于工业应用的高附加值大变形管线钢、热煨弯管用钢、管道站场用低温管件用钢,X100直缝埋弧焊管、螺旋缝埋弧焊管和热煨弯管,螺旋钢管。

