

联系我们

当前位置:
天津 恒金属材料销售
(商洛市分公司) >
商洛当地今日热点
35#精密管加工
更新时间:2025-05-31 00:33:43 ip归属地:商洛,天气:小雨,温度:16-25 浏览次数:1 公司名称:天津 恒金属材料销售 (商洛市分公司)
以下是:35#精密管加工的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 6300/吨 |
| 发货期限 | 1-2天 |
| 供货总量 | 充足 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 恒永兴 |
| 产品规格 | 齐全 |
| 加工定制 | 可以 |
| 产品型号 | 齐全 |
| 品牌 | 恒永兴金属 |
| 材质 | 10#、20#、45#、27simn、15crmo、42crmo等 |
| 规格 | 齐全 |
以下是:35#精密管加工的图文视频





35#精密管加工,恒金属材料销售
(商洛市分公司)为您提供35#精密管加工,联系人:李经理,电话:【022-86869388】、【18802286588】,请联系恒金属材料销售
(商洛市分公司),发货地:北辰区双街镇京津路西(北方实业发展有限公司内)。 陕西省,商洛市 2022年,商洛市实现地区生产总值902.56亿元,其中,产业增加值125.77亿元,第二产业增加值359.55亿元,第三产业增加值417.24亿元。人均生产总值44599元。
想了解我们的35#精密管加工产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:35#精密管加工的图文介绍

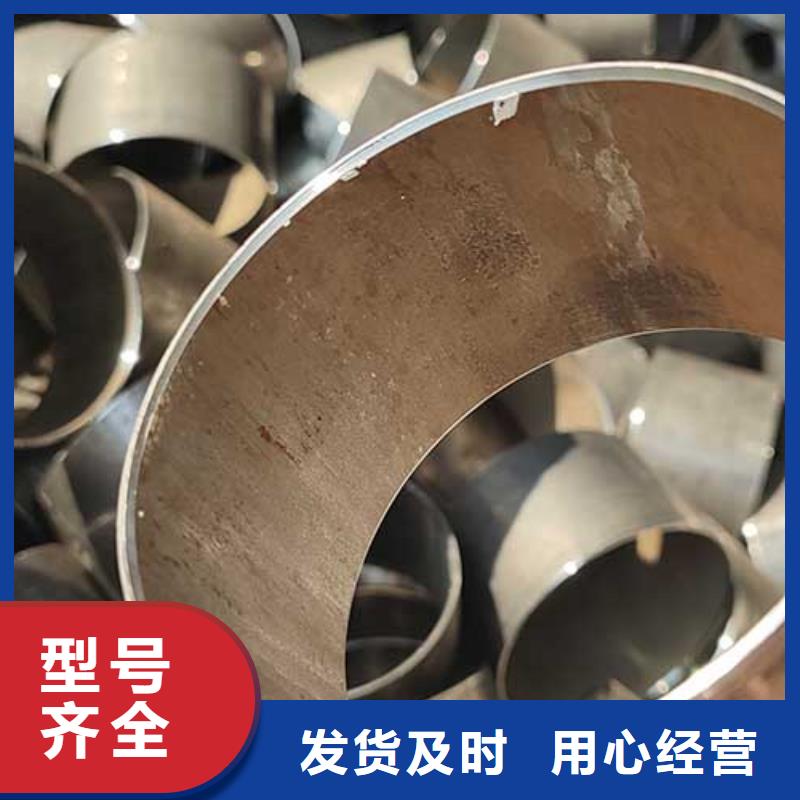
目前的市场范围内,对于精密度高的管道材料同样有很高的需求量,特别是精密钢管,这种通过冷轧或是热轧技术处理的管道材料,不但在精密度方面优于普通种类的管道材料,同时在光洁度和美观度方面的优势也同样是非常显著的,也正是因为在几个方面的优势,才让这种类型的管道材料能够得到市场的认可。从应用范围来看,精密钢管更多的是用在生产气动和液压元件产品中,比普通类型的管道材料更受欢迎。因为表面的光洁度高,因此可以用在一些机械加工领域中,并且优势十分明显。为值得一提的是精密钢管具有冷弯不变形的特点,也正是因为这种管道材料拥有如此高的稳定性,才让精密钢管能够在更为复杂的机械加工领域一展所长,成为一种高需求量的管道材料。
目前的市场范围内,对于精密度高的管道材料同样有很高的需求量,特别是精密钢管,这种通过冷轧或是热轧技术处理的管道材料,不但在精密度方面优于普通种类的管道材料,同时在光洁度和美观度方面的优势也同样是非常显著的,也正是因为在几个方面的优势,才让这种类型的管道材料能够得到市场的认可。从应用范围来看,精密钢管更多的是用在生产气动和液压元件产品中,比普通类型的管道材料更受欢迎。因为表面的光洁度高,因此可以用在一些机械加工领域中,并且优势十分明显。为值得一提的是精密钢管具有冷弯不变形的特点,也正是因为这种管道材料拥有如此高的稳定性,才让精密钢管能够在更为复杂的机械加工领域一展所长,成为一种高需求量的管道材料。
目前的市场范围内,对于精密度高的管道材料同样有很高的需求量,特别是精密钢管,这种通过冷轧或是热轧技术处理的管道材料,不但在精密度方面优于普通种类的管道材料,同时在光洁度和美观度方面的优势也同样是非常显著的,也正是因为在几个方面的优势,才让这种类型的管道材料能够得到市场的认可。从应用范围来看,精密钢管更多的是用在生产气动和液压元件产品中,比普通类型的管道材料更受欢迎。因为表面的光洁度高,因此可以用在一些机械加工领域中,并且优势十分明显。为值得一提的是精密钢管具有冷弯不变形的特点,也正是因为这种管道材料拥有如此高的稳定性,才让精密钢管能够在更为复杂的机械加工领域一展所长,成为一种高需求量的管道材料。


精密异型钢管在退火时有时会出现局部波浪形的情况,为了避免这种情况的发生,我们在生产这种钢管时哪些地方是需要注意的?接下来小编来为大家介绍下。1.通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。2.在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。3.为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。4.正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。5.生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。6.碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。7.保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。



恒金属材料销售 (商洛市分公司)是国内专业的 流体管生产厂家。自成立以来坚持品质创新,成立了专业的技术研发部、售后服务部,以保证给予合作伙伴的基本权益。公司一直秉承“质量为根、信誉为本、客户至上”的服务宗旨,始终坚持以客户的需求和满意为核心,不断的用优质、精美、具有创造力的产品为广大业主提供更大的价值回报。



纵缝电焊焊接是在精密无缝钢管对圆后开展。由于立焊,焊丝熔融造成的熔滴不可以借助自身作用力掉入弧坑,关键靠电孤吹力,电磁感应吸引力和金属材料界面张力,驱使熔滴进到弧坑。因而务必应用短弧电焊焊接,弦长维持在二分之一的焊丝直徑(意指应用低氢型偏碱焊丝来讲)。焊丝垂直平分焊接或略斜放,歪斜视角一般不超出15°。从上到下、按段、退焊,按段长短,一般以400mm上下为宜,但如纵缝倾斜度形变很大,为使焊后有很大的反形变,以改进倾斜度,也可适度变大按段长短,不锈钢管厂采用由精密无缝钢管焊接正中间按段或不按段从下向上持续焊接。 层电焊焊接更为关键,焊缝空隙小的,沿焊接管理中心作平行线运条,焊得薄些;空隙大的,可稍作曲线晃动,以扩宽焊缝,使其表层整平,不然,焊接两侧出現凹形,在电焊焊接第二层时非常容易造成焊瘤;部分空隙过大的,则要先加小电流量在两边沿焊缝喷焊,变小其空隙,随后再焊正中间一道焊肉,以降低残余应力。但喷焊一部分,维护欠佳,非常容易造成出气孔。 在电焊焊接刚开始或在电焊焊接时要再次引弧时,焊丝均应在起点焊前边约10mm处引弧,引弧后,稍变长电孤,引弧形坑处,铺满弧坑,再往前电焊焊接。 之后精密无缝钢管各层电焊焊接可选用正半月形或折线型运条,但焊至二侧都应稍加滞留,以确保有一定的焊道,防止焊瘤。当焊至盖整体面层前一层时,焊缝正中间要平,不必把二侧焊缝边烧毁,并空出2mm上下的深层,有利于电焊焊接盖整体面层。因此,在焊接前,就应依据焊缝薄厚和双层焊的进行,有方案的做出分配。盖面焊选用反半月形运条,从下向上,持续、匀称焊接。另外,焊接正中间要稍为高于,边沿和对接焊缝光洁衔接,使焊接成形整平、美观大方。



35#精密管加工,恒金属材料销售
(商洛市分公司)专业从事35#精密管加工,联系人:李经理,电话:【022-86869388】、【18802286588】,发货地:北辰区双街镇京津路西(北方实业发展有限公司内),以下是35#精密管加工的详细页面。