


一分钟的时间,对于了解我们的耐磨钢板锅炉管订制批发产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
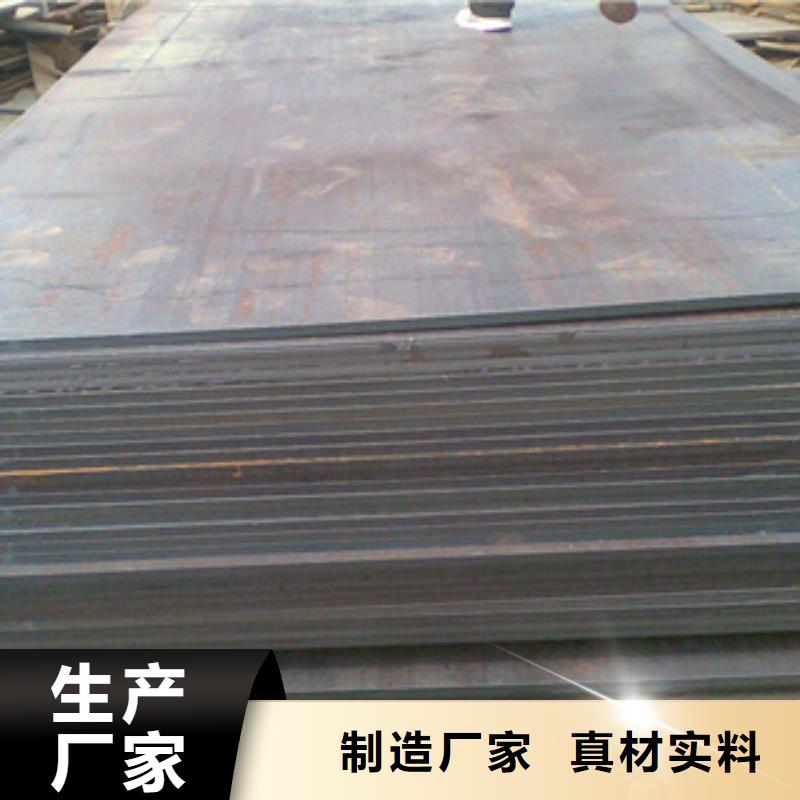
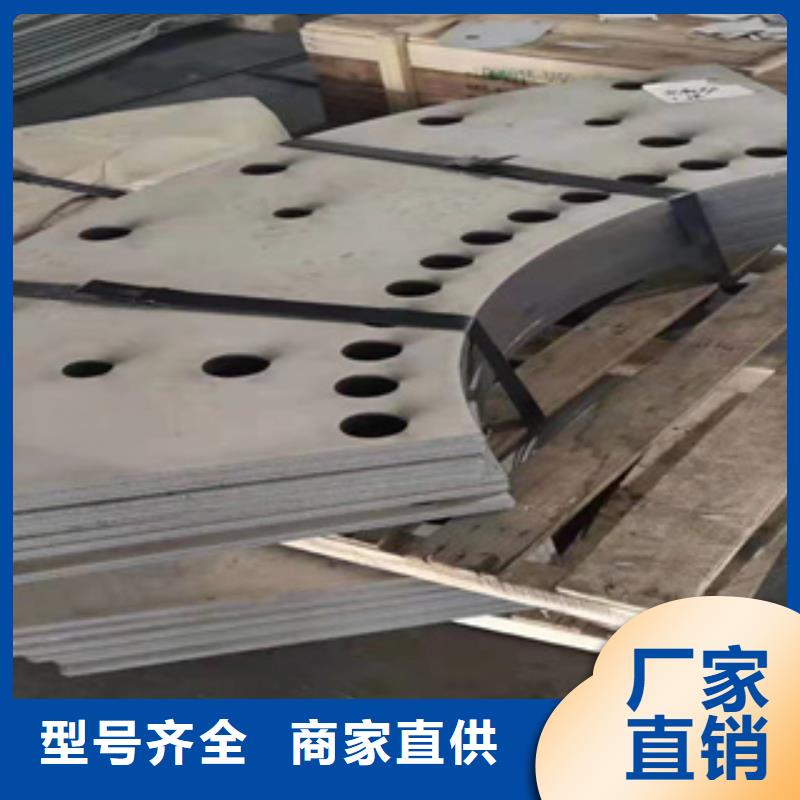
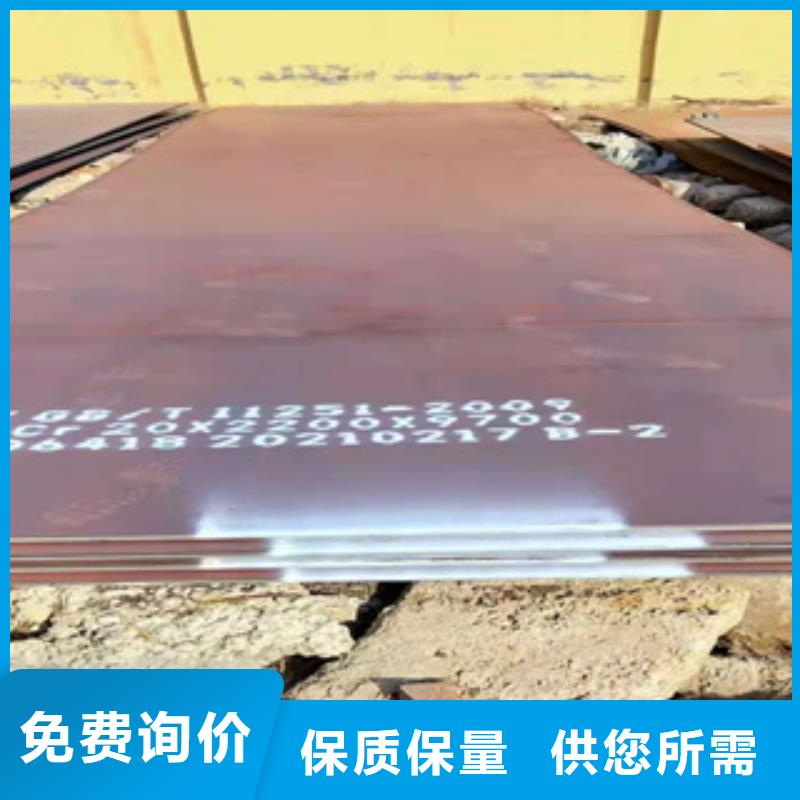
以下是:耐磨钢板锅炉管订制批发的图文介绍

这是 无缝方矩管的详细页面,生产企业:鑫邦源特钢(宁波市分公司),10年行业经验,致力于为客户提供优质的产品,具体可以参看本文中的图片,参数,视频信息,如对购买 无缝方矩管有任何疑问,请随时致电页面上的联系方式,我们将为您提供优质的的服务。



另外有耐磨板的高温强度,强化晶界的作用。铝(Al):主要用于脱氧和细化晶粒。在渗氮耐磨板中形成耐蚀的渗氮层。含量高时,赋予双金属耐磨板在高温时抗氧化性和耐H2S气体的腐蚀性能。近年来,常把铝作为合金元素加入耐热耐磨板中。 通常把焊接复合耐磨板的方法分为熔焊、钎焊、和压焊三类。熔焊焊接过程中,将复合耐磨板的接头加热至融化状态,不加压力而完成焊接的方法称为熔焊。熔焊时,热源将待焊两工件口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连为一体。 钎焊焊接过程中,采用比母材熔点低的金属材料做钎料,将复合耐磨板和钎料加热到高于钎料熔点、低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,从而实现连接复合耐磨板的方法称为钎焊。 常用的熔焊方法有电弧焊、气焊电渣焊等。常用的钎焊方法有火焰钎焊、感应钎焊、炉中钎焊、盐浴钎焊和真空钎焊等。压焊焊接过程中,必须对复合耐磨板施加压力(加热或不加热),使两工件在固态下实现原子间结合,以完成焊接的方法称为压焊。



熔敷率高:由于复合耐磨板的气体保护焊是圆周薄钢皮导电燃弧,电阻热贡献大,电流可调范围大,焊接规范及熔敷率比实心钢板要大,因而熔敷率高。熔深大:由于圆周导电燃弧,复合耐磨板比CO2气保护焊焊接穿透力强,用2mm的耐磨板焊接规范为I=300A,U=30V,vc=30m/h焊接时,熔深可达5mm,热影响区宽10mm;用埋弧焊焊接时熔深为4mm,热影响区宽(14mm)。 有资料介绍,用于角焊缝焊接时可增加喉深,强度,焊角尺寸。如角焊缝喉高6mm,就将焊缝金属量45~65%。在对接时可坡口尺寸,一般比焊条电弧焊10左右,在窄间隙焊时可比焊条电弧焊预留间隙55%左右。 与实心钢板相比,还不容易造成焊缝两侧熔合不良。工艺性能好:复合耐磨板比CO2气保护焊焊接电弧,飞溅小,成型好,有薄渣复盖,脱渣性好。但不如埋弧焊,这也是埋弧焊在很多方面难以被取代的原因。力学性能好:由于复合耐磨板比埋弧焊容易做到与母材的匹配,再加上可以大范围热输入,在焊接高强钢时能够高强度和高韧性。 我们都知道什么是双金属耐磨板,那么什么是双金属耐磨板的堆焊。它的堆焊是硬面领域中的一个重要分支,采用硬面堆焊是为了恢复或增加零件的尺寸。双金属耐磨板的堆焊是在钢板的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。


根据现场焊接位置对应于被焊工件的板厚选择所使用的耐磨衬板,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的耐磨衬板牌 。焊接工艺性能包括电弧性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。 复合耐磨板在我们的生活和工作中无处不在,并发挥着的作用。复合耐磨板是我们生活中不可缺少的物品。但是一些人对其并不是很了解,下面鑫州就为大家介绍一下复合耐磨板的存放方法,让消费者减轻不必要的损失。产品拆封后,在保质期内你可以直接施焊,不需任何焊前处理。 产品应置于通风、干燥及酸、碱、油介质隔离的地方存放。产品在运输中应避免摔撞和受潮,以免影响复合耐磨板的质量。拆去包装后,建议在耐磨板上方施加适当的防尘遮盖物。对于超过保存期的复合耐磨板,建议在焊前进行表面清理。 预热是防止耐磨衬板焊后堆焊层出现裂纹有效的措施,辊子堆焊前必须进行预热,预热目的是堆焊层金属的冷却速度,防止堆焊焊缝区附近的裂纹产生,另外预热可以堆焊层液态金属的结晶偏析,增加结晶的间隔时间,以热应力的产生,避免堆焊层金属产生结晶裂纹。



