

钢筋笼绕笼机诚信厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:钢筋笼绕笼机诚信厂家的图文介绍
建贸机械设备(莱芜市分公司)制定了长期的发展战略规划,奉行“高品质、精工艺、重诚信、优服务”的经营理念,以打造成为国内【钢筋笼地滚笼机】品牌为企业为目标,形成了以“热情、诚恳、感恩、务实,”为核心的企业价值观,因彼此认同而携手并进,因文化融合而长足发展。为公司的稳定发展奠定了坚实的基础。公司市场定位清晰、技术不断创新、管理理念与国际同步。致力于为广大客户创造兼具高性价比与高品质服务的【钢筋笼地滚笼机】产品。建贸机械设备(莱芜市分公司)愿与您共同努力,为推动【钢筋笼地滚笼机】行业加速发展而奋斗!



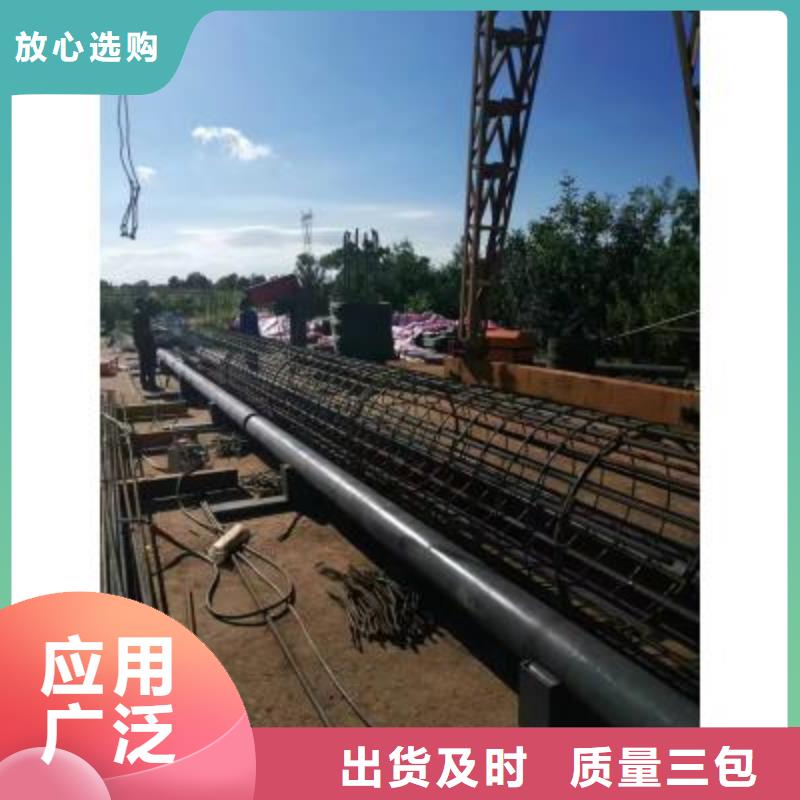
在钢筋笼制作流程中应先行制作桁架筋,并应将桁架筋满焊于上下主筋之间。在布置主筋与分布筋时应确保间距均匀顺直。在钢筋笼起吊前应确保所有焊点已焊接,严禁钢筋笼在起吊中发生因缺焊漏焊而钢筋脱落。在钢筋笼制作中应确保主副吊环标高与交底一致。除此之外,员应在每次起吊前对吊具进行检查,重点检查钢丝绳的完好情况,挂钩要有卡扣。确保所有吊具规范要求。通过调整吊车四个支点的位置使吊车保持在一个平面上后才能起吊。工地3000型钢筋笼绕筋机的搭接,可采取先搭接主筋再做笼子,或先做成笼子后再进行二节笼子的搭接,先搭接主筋再做笼子:把9米的钢筋通过对焊或套筒连接成9米~29米的主筋,再用滚焊机加工成较长的笼子,先用设备做成9米或12米的标准节,再通过搭接焊或帮条焊的方式,把二节短笼子搭接成为较长的笼子。



1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。钢筋笼绕筋机操作简单。工人通过简单培训即可上岗。适应能力强。适用于笼子直径mm钢筋笼的焊接,在焊接中箍盘间距可自动。根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。主要参数:小钢筋笼直径:600mm;大钢筋笼直径:2500mm;大钢筋笼长度:36m;箍筋直径范围:6-16mm;可以根据用户要求定做设备>采用ABB、Panasonic等进口电控元器件,确保设备运行*;>>设备操作简单、人性化。



钢筋笼滚焊机的使用代替了原有的传统手工,并且为我国桥梁和高铁的加工制作提供了极大的好处,为了让我们更加熟悉这种设备,下述就
让你们来看看有关于它的工作原理和亮点说明。
@根据施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行
固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠
,绕在主筋上(移动盘是一边旋转一边后移) ,同时进行焊接,从而形成产品钢筋笼--这就是钻孔灌
B注桩钢筋笼滚焊机即“钢筋笼绕筋机“的工作原理。5)设备到达现场后, 接到买方通知3天内派人现场进行指导安装,5日内调试完毕试生产,买卖双方共同协商制定详细的试生产方案,卖方跟踪调试至完全生产要求,试生产7日内达到预期目标,并签署验收报告;
让你们来看看有关于它的工作原理和亮点说明。
@根据施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行
固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠
,绕在主筋上(移动盘是一边旋转一边后移) ,同时进行焊接,从而形成产品钢筋笼--这就是钻孔灌
B注桩钢筋笼滚焊机即“钢筋笼绕筋机“的工作原理。5)设备到达现场后, 接到买方通知3天内派人现场进行指导安装,5日内调试完毕试生产,买卖双方共同协商制定详细的试生产方案,卖方跟踪调试至完全生产要求,试生产7日内达到预期目标,并签署验收报告;



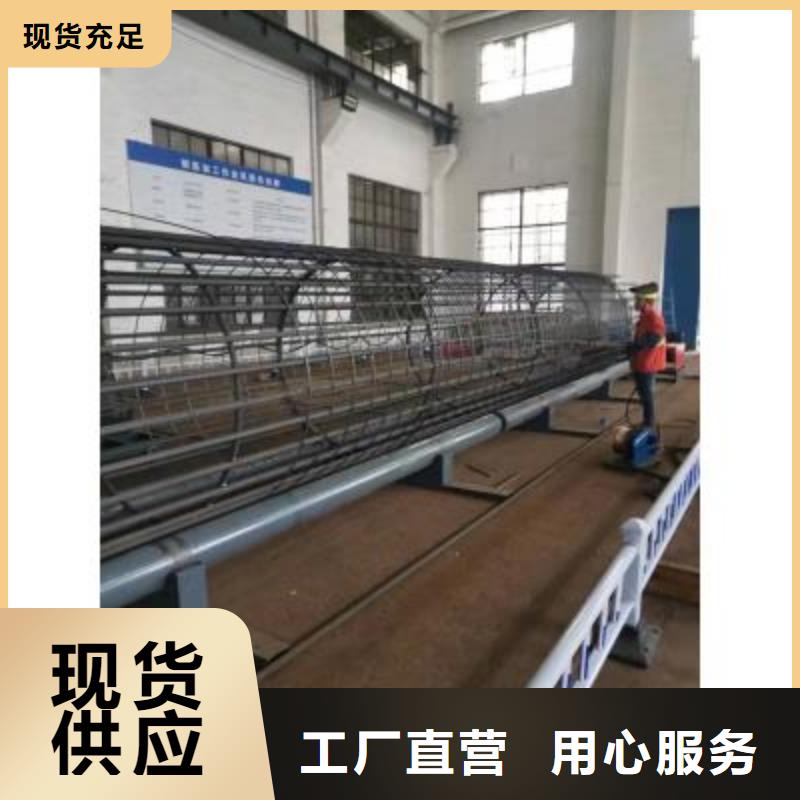
钢筋笼绕筋机2)拉筋系统
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。