




想知道热镀锌螺旋钢管今日价格电力工业项目产品为何如此受欢迎?观看视频,答案自在其中。
以下是:热镀锌螺旋钢管今日价格电力工业项目的图文介绍
定位:“ 镀锌钢管、高压锅炉管和 镀锌钢管、高压锅炉管解决方案的服务商。
使命:“提供前沿的 镀锌钢管、高压锅炉管,服务超出客户的期望,不辜负客户的信任。
企业愿景:“成为员工自豪的企业,成为客户信赖的企业,成为社会尊重的企业。
价值观:“平等地尊重每一位员工,永远都把真相告诉公众,诚实守信是基本的准则。
经营宗旨:“员工满意、客户满意、股东满意、社会责任。
经营理念:“投入才有回报,信任才有忠诚,敬业才有尊重,主动才有创新。



3、螺旋管生产过程中,对于环氧粉末和胶粘剂,要比平时用量大1%,这样才能达到实际要求的厚度。
4、螺旋管下线后不要高温暴晒,暴晒很容易导致PE层膨胀,从而脱离钢管外壁,达不到防腐效果。
螺旋管教您在生产中如何操作可提高生产质量?
1、螺旋管焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。



螺旋管对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机,检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
螺旋管分析焊接区的常见缺陷:
螺旋管埋弧焊焊接区易产生的缺陷有气孔、热裂纹、和咬边等。
1、螺旋管气泡:气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式,隐藏在焊缝金属内部,所以,这种缺陷的措施是:首先,一定要焊丝和焊缝的锈、油、水分及湿气等物质,其次,是一定要很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。



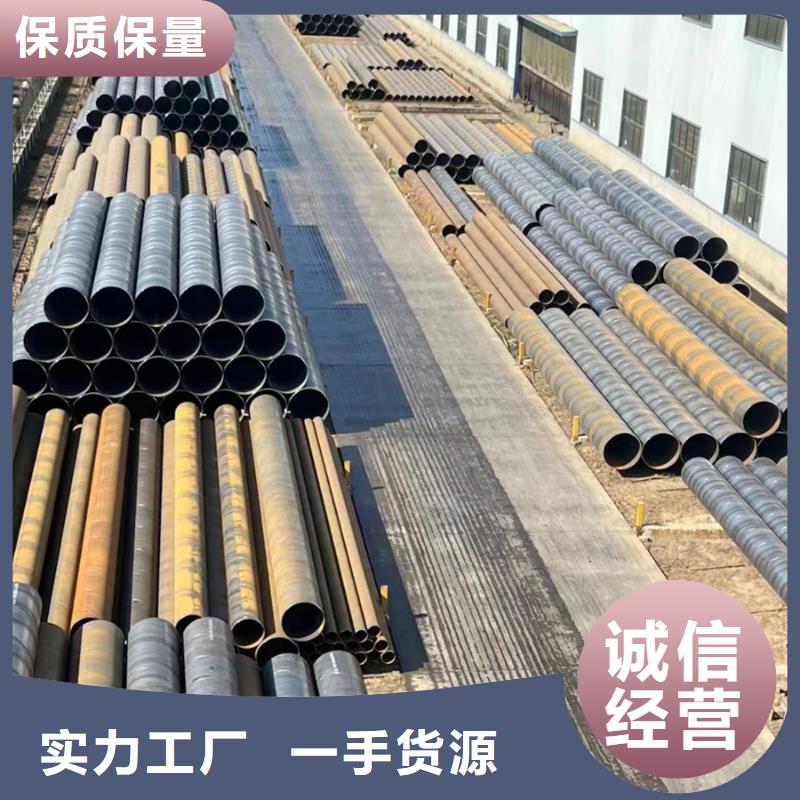
三月份螺旋管市场呈现库存上升拐点,较往年提前而下降,拐点较往年延后的局面,当前库存水平已经超过历年同期高点,这给钢铁价格造成一定压力。贸易商恐慌心理加重,可能会低价抛现货,从而螺旋管降低库存,而现货价格下降,又会压制期货价格。
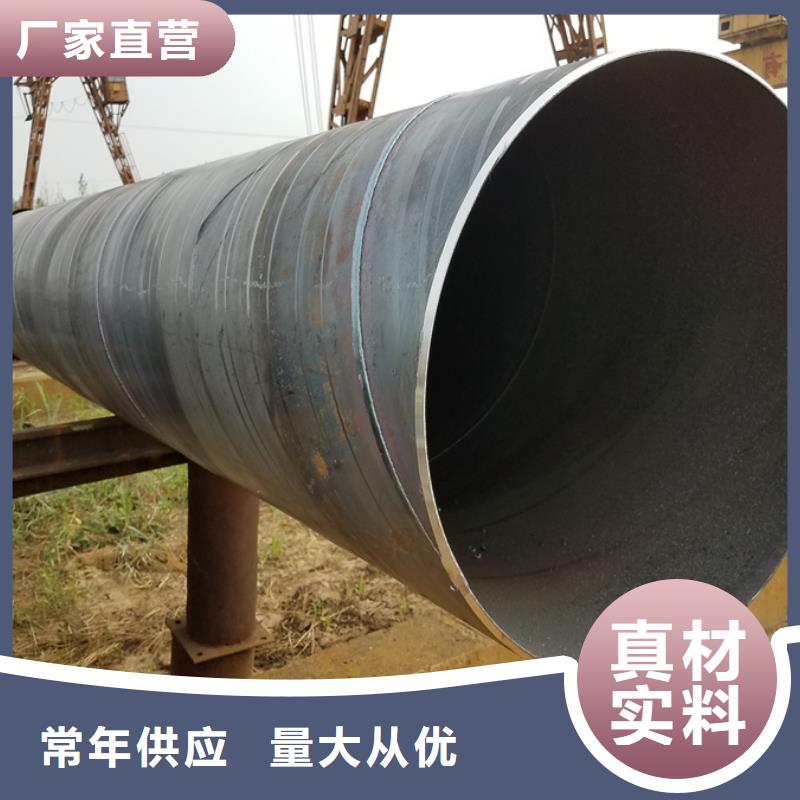
螺旋管经常在高温下挤压成型,采用自动双线双面埋弧焊工艺焊接而成。螺旋管将带钢送入焊管机组,带钢由多个轧辊轧制,并逐渐卷起形成一个开口间隙的圆管坯。调节挤压辊的减小量,以将焊接间隙控制在1-3mm,并使接头的两端齐平。
螺旋管的主要工艺特点:螺旋管的特点及应用在成形过程中,钢板变形均匀,残余应力小,表面不划伤。加工后的螺旋管,在直径和壁厚的尺寸和规格范围上,具有较大的灵活性,特别是在生产厚壁螺旋管,尤其是中厚壁管方面。
