


一分钟的时间,对于了解我们的20号无缝钢管定制产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:20号无缝钢管定制的图文介绍

钢兴钢管 (湖北省分公司)主营 直缝钢管 。本公司拥有从专业开发,经营管理到市场营销的精英人才,从产品设计开发,技术创新、到营销能力都在同行业中处于翘楚地位。合理的产品价值,使公司的产品供不应求,赢得用户的良好赞誉。钢兴钢管 (湖北省分公司)以“质量、 质量、再质量的高要求品质意识”诚邀天下客商,携手共进,共同创造美好未来。



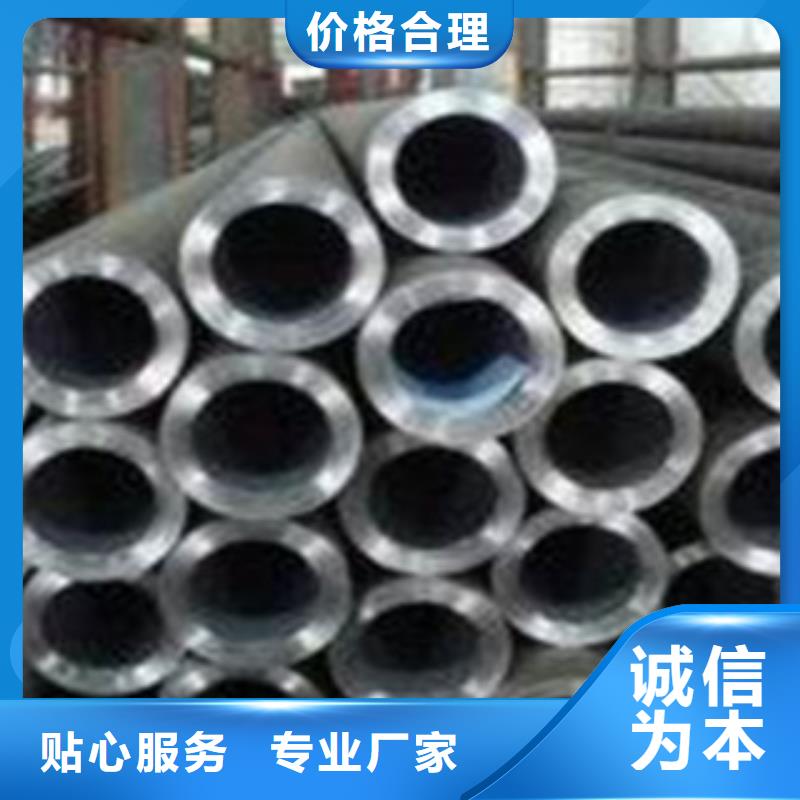
无缝管是无缝钢管的一种类型,也是比较常用的一种类型,在很多的厂家和主要的领域中都是能够用到的。无缝管的典型的特征之一就是比较抗腐蚀,不管在什么环境下都是比较抗腐蚀的,因为里面的多种元素是比较稳定的,不太与金属和非金属物质发生反应,是一种良好的无缝钢管类型。因此在厂家看来要进行改进质量,促进厂家的正常的质量的。那么它的耐腐蚀性体现在哪些地方呢?
无缝管的耐腐蚀性主要取决于它的合金成分(铬、镍、钛、硅、铝、锰、等)和内部的组织结构,起主要作用的是铬元素。铬具有很高的化学稳定性,能在钢表面形成钝化膜,使金属与外界隔离开来,保护钢板不被氧化,增加钢板的抗腐蚀能力。钝化膜破坏后,抗腐蚀性就下降。要求能承受各种酸的腐蚀,如:草酸、硫酸-硫酸铁、硝酸、硝酸- 、硫酸-硫酸铜、磷酸、甲酸、乙酸等。
广泛用于:化工、食品、医药、造纸、石油、原子能,建筑、厨具、餐具、车辆、家用电器等。



无缝管如何改善壁厚精度的问题呢
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。


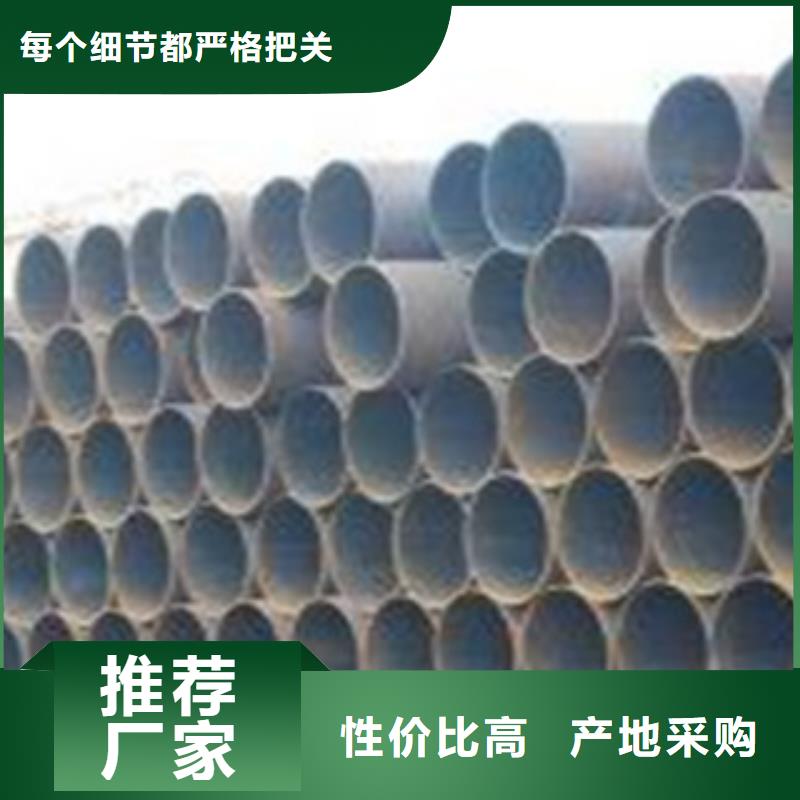
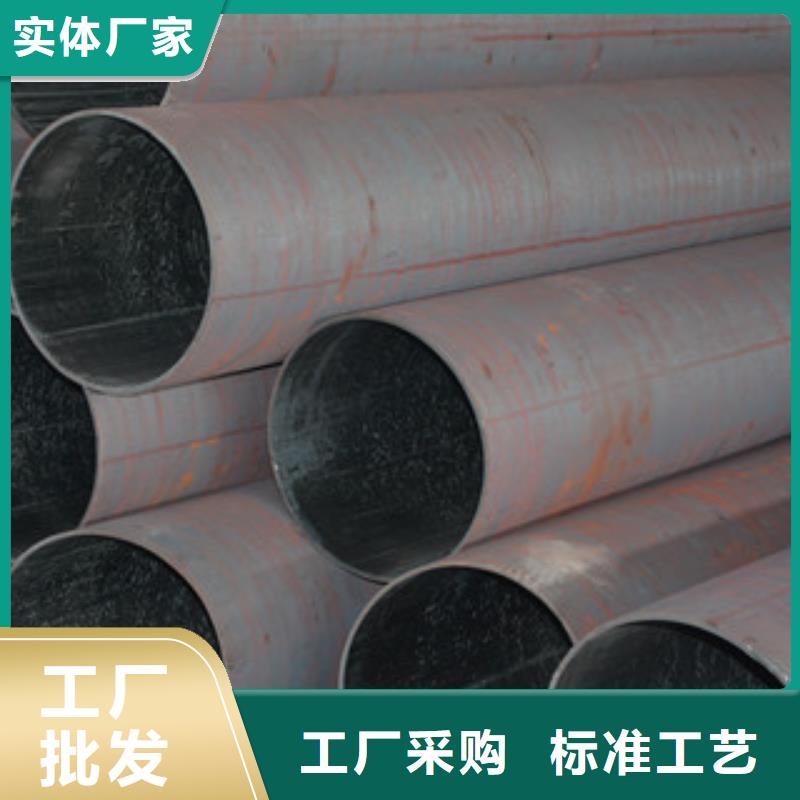
目前我国大口径无缝钢管,主要生产工艺为热轧大口径无缝钢管和热扩大口径无缝钢管,热扩无缝钢管 规格为325mm-1220mm厚为120mm,热扩无缝钢管可生产非国标的尺寸,热扩无缝管就是我们常说的热扩管,密度比较低但是收缩很强的钢管用斜轧法或拉拔法扩 大管材直径的一 种荒管精轧工序。在较短的时间内使钢管增粗,可生产非标,特殊型号的无缝管,且成本低,生产效率高,是目前国际轧管领域的发展趋势。
GB5310(高压锅炉用无缝钢管)上规定外径大于或等于76mm,且壁厚≥14mm的钢管应在20℃进行夏比V型纵向冲击试验;三个试样冲击功的平均值应不低于40J,允许一个试样的冲击功低于平均值,但不低于平均值的70%。外径>219.1mm,且壁厚≥25mm的钢管可用横向力学性能试验代替纵向力学性能试验。在20℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便一些 。
GB5310(高压锅炉用无缝钢管)上规定外径大于或等于76mm,且壁厚≥14mm的钢管应在20℃进行夏比V型纵向冲击试验;三个试样冲击功的平均值应不低于40J,允许一个试样的冲击功低于平均值,但不低于平均值的70%。外径>219.1mm,且壁厚≥25mm的钢管可用横向力学性能试验代替纵向力学性能试验。在20℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便一些 。


