



为了让您更地了解我们的25新标准(37*56)套筒-好产品放心可靠,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:25新标准(37*56)套筒-好产品放心可靠的图文介绍
套筒-好产品放心可靠")
套筒-好产品放心可靠")
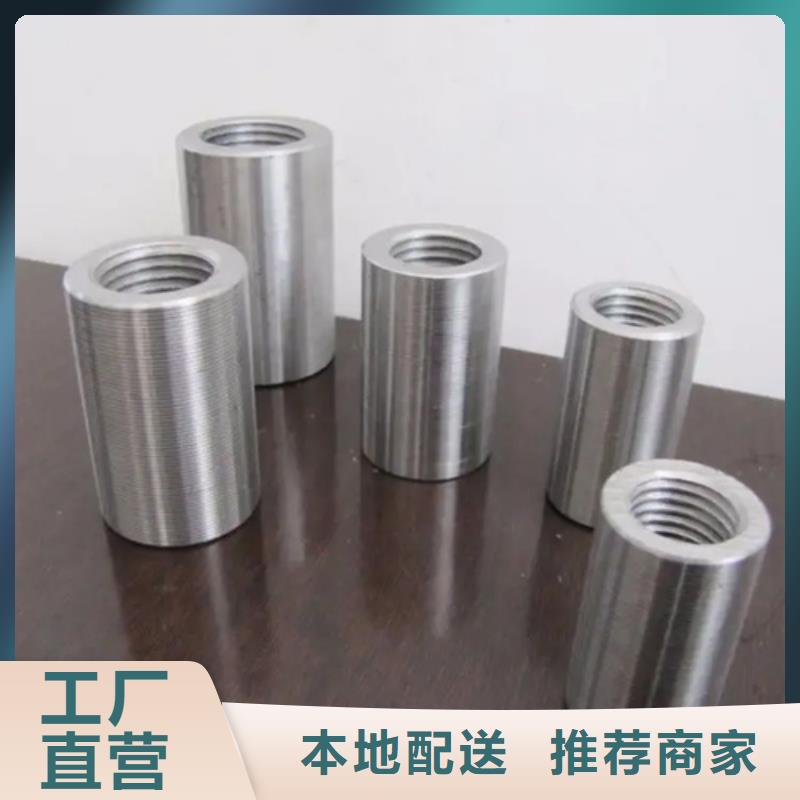
钢筋套筒接头加工的技术是需要十分慎重的进程需要的,我们可以经过比较其他加工技术而言,钢筋接头的技术进程是十分慎重的。1、钢筋端面平头:平头的目的是让钢筋端面与母材轴线方向垂直,宣选用砂轮切割机或其他专用堵截设备,制止气割。2、剥肋滚压螺纹:运用钢筋剥肋滚压直螺纹机将待联接钢筋的端头加工成螺纹。3、丝头质量查验:操作者对加工的丝头进行的质量查验。4、带帽保护:用专用的钢筋丝头保护帽或联接套筒将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染。5、丝头质量抽检:对自检合格的丝头进行的抽样查验。6、存放待用:按规格型号及类型进行分类堆积。
套筒-好产品放心可靠")
套筒-好产品放心可靠")
套筒-好产品放心可靠")
相信今后的日子里,云海旭金属材料(黄南市分公司)会更加努力,开拓创新,奋进拼博,放眼长远,放眼未来,努力将企业做大做强。 企业的发展离不开社会各界同时更包括您的支持,因此,希望您能继续关注我们的企业,关注我们的发展,多提宝贵意见。同时,也希望能保持联络、沟通交流,相互取长补短,帮助我们改进提高、发展进步。 主要产品系列有: 套筒。
套筒-好产品放心可靠")
套筒-好产品放心可靠")
套筒-好产品放心可靠")
钢筋套筒抗拉性能查看:(1)现场查验以同标准、同等级、同材料、同一施工条件下完结的500个接头为一查验批,缺乏500个的也作一批。(2)对每一批查验件中随机抽取的三个试件进行鉴定,当3个试件的单向拉伸试验成果均契合《JGJ107-96》中的要求,则该批接头合格。(3)如有一个试件的抗拉强度不契合要求,应再取6个试件复检,复检时仍有一个不合格,则该批接头不合格。(4)在正式施工前尚应进行现场条件下的揉捏衔接工艺试验,试验合格后方能正式施工,在施工中不同批次钢筋出场前,也应进行工艺查验。工艺查验,每种标准试件不少于3根。查验成果应契合规范《JGJ107-96》要求。
套筒-好产品放心可靠")
套筒-好产品放心可靠")
套筒-好产品放心可靠")
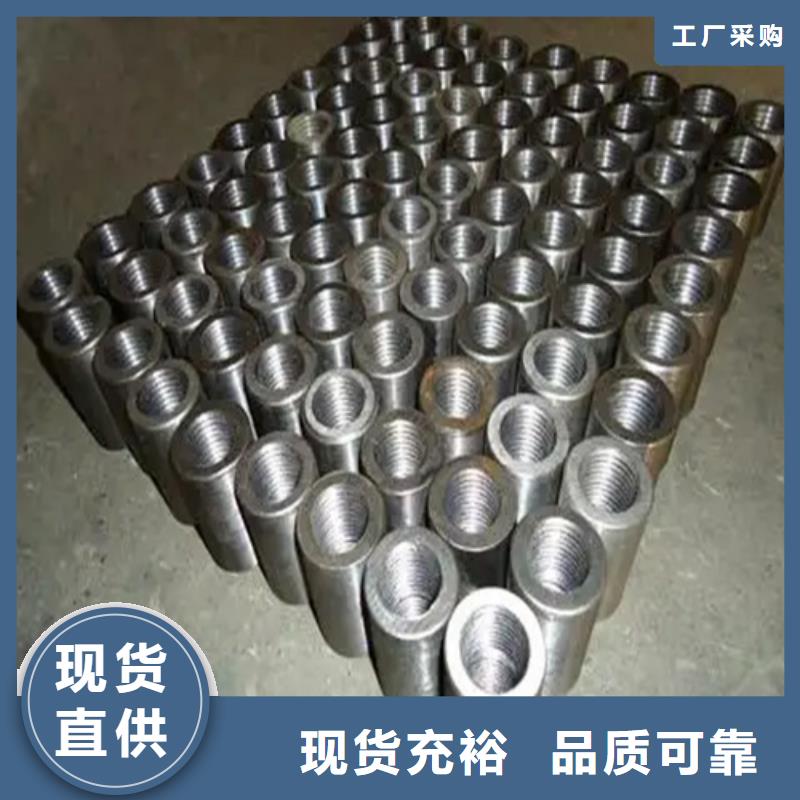
钢筋套筒工程开工前,施工技术人员要了解设计文件规定的钢筋接头性能等级,应由该技术提供单位提交有效的型式检验报告.型式检验报告必须包括连接套长度、钢筋连接套筒外径、内径、锥度、扭紧力矩值、牙形角平分线垂直于锥面等参数.(3)钢筋连接工程开始前及施工过程中,应对每批进场钢筋进行工艺检验,工艺检验合格后,方可在工程上进行钢筋机械连接操作.(4)要作好技术交底工作,及时填写接头质量检查记录.(5)直螺纹的外观检验,随机抽取同规格接头数的10%,应满足钢筋与钢筋直螺纹连接套筒连接套的规格一致,接头外露丝扣不超过三扣,其它要求与锥螺纹的外观检验基本相同.钢筋连接对接头有特殊要求的结构,应按设计文件注明的检验项目要求,作相应的检验.
套筒-好产品放心可靠")
套筒-好产品放心可靠")
套筒-好产品放心可靠")
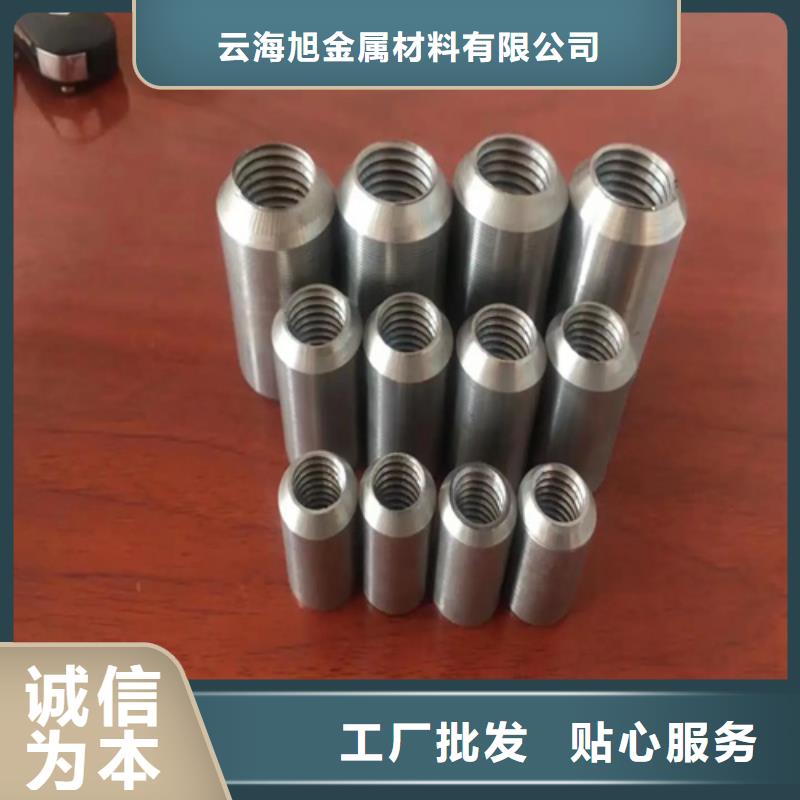
钢筋连接① 连接钢筋时,钢筋规格和连接套的规格一致,钢筋螺纹的型式、螺距、螺纹外经应与连接套匹配。并确保钢筋连接套的丝扣干净、完好无损。② 连接钢筋时应对准轴线将钢筋拧入连接套。③ 接头拼接完成后,应使两个丝头在套筒中央位置互相顶紧,套筒每端不得有一扣以上的完整丝扣外露,加长型接头的外露扣数不受限制,但有明显标记,以检查进入套筒的丝头长度是否满足要求。钢筋套筒通常是用精密钢管进行生产的。专门用于生产钢筋套筒的精密钢管采用的是45#钢材,通常又被称为“钢筋连接套管”。
