



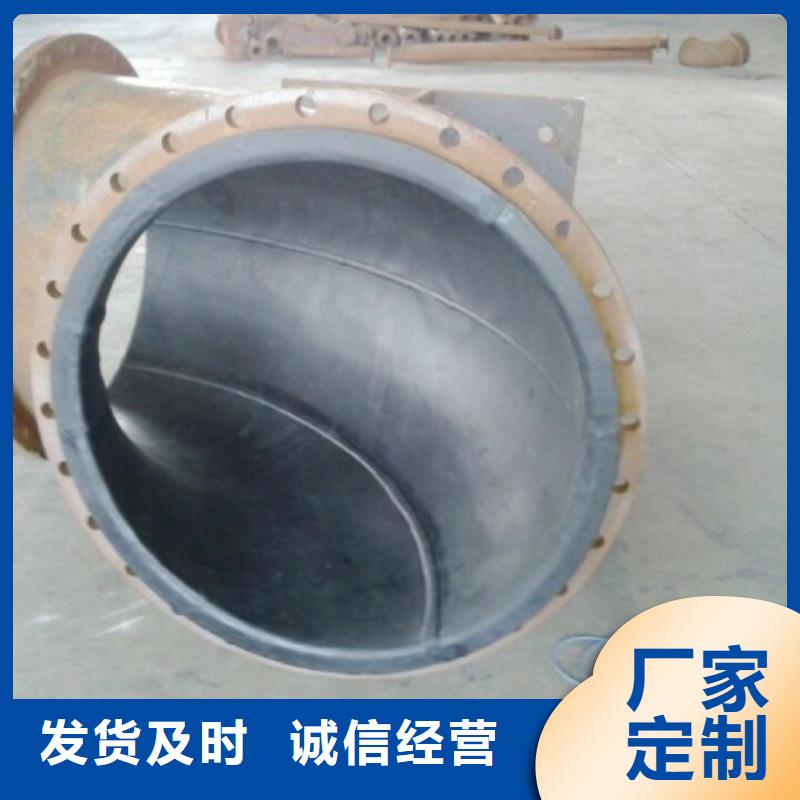


一般这几类管路多用以发电厂、化工企业、药业公司、炼钢厂、纸厂、等行业占多数。我企业生产制造的衬塑管道、衬胶管道、抗腐蚀管路长期生产制造、供应量大、还可以依据顾客规定订制生产制造,衬胶管道是依据蒸气硫化橡胶基本原理将无缝钢管与硫化橡胶坚固黏贴到一起硫化橡胶结束后,等火花放电检验达标后才可原厂应用。衬塑管道基本原理和衬胶管道制造的原理不太一样,它是由无缝钢管与里衬塑粉末状热融加温滚漆成型,这二种管路都归属于抗腐蚀管路,技术专业运输强酸强碱水、有腐蚀的液體、熟石膏浆体等化学物质。
衬胶管道厂家复工后春季的衬胶加工设备养护工作要到位:
1、要给衬胶管道硫化加热炉设备的保温密封槽进行加固,春天衬胶设备成是要具备密封的效果,并且在尘土特别多的情况下,要密切留意硫化炉的密封性,避免衬胶的时候尘土带来麻烦。
2、保养好硫化炉设备的零件,热胀冷缩会对设备的零件产生很大的影响,所以,要对设备有可能够松动的部件进行紧固,避免产生故障。


衬胶管道的综合成本比衬陶瓷管道费用低一倍左右,可节省大量资金用于其他设备维护。在试用过程中发现,内衬复合陶瓷管道不适用于小管径的石灰石原浆液,主要是该浆液颗粒度大,磨损快,这种情况还是建议选用衬胶管道。衬胶管道长期使用之后在输送介质的长期腐蚀冲击下,有可能会出现胶皮破损或者脱落现象,二次衬胶的成本相对较高,衬陶瓷管道的使用寿命较衬胶管道长一些。
衬胶钢管不可以去现场生产。衬胶钢管生产之前都要对钢管进行焊接以及质量检验,即使现场可以满足焊接条件,但钢管焊接质量的检测无法满足,其中压力试验就无法满足;其次,衬胶钢管、衬胶罐体在衬胶之前都要进行喷砂除锈、打磨等工艺,打磨可以在现场完成,但喷砂除锈需要专门的设备以及场地,很难满足;即使解决了以上问题,衬胶钢管生产必不可少的工艺就是高温、高压硫化,这需要大型的硫化罐以及加温、加压设备,现场根本无法达到生产要求。



硫化制造技术要求:
1)安装硫化封头后:
密封面的衬胶层及密封圈须用模压硫化工艺生产。不应有径向贯通划痕。
硫化封头密封性好,须能保压0.6MPa以上。
2)硫化三要素:
按照作业指导书规定时间、温度、压力硫化,硫化工作必须严格依照材料的硫化曲线进行操作。
3)内衬固化后:
固化橡胶检验和接收后,紧接着要进行修整。应当磨去瑕疵和表面杂质以得到光滑、规整的表面。
粘接强度硫化试样及检验:
为了质量控制之目的,应随同正在安装内衬的高压蒸气负载的管子准备一个衬有橡胶并且粘接同一批次生胶板,备用检测粘接强度。粘接强度大于12KN/m,检验方法按GB/T 15254-2014 《硫化橡胶与金属粘接180°剥离试验》的规定执行。
外防腐技术要求(根据甲方要求实施)
1)钢管外壁处理
钢材表面油污,采用喷砂除锈,达到Sa 2.5级(SSPC称近白级),Sa 2.5级正式名称为:“非常彻底的喷射或抛射除锈”,其定义为:钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
2)三油两布,定型胶、刷胶、缠带。
3)GB 50268和SY/T 0447的要求,对防腐层进行外观、厚度、漏点和粘结力检验。外观、厚度、漏点应在防腐层实干后、充分固化前检验,粘结力可在实干或固化后检验



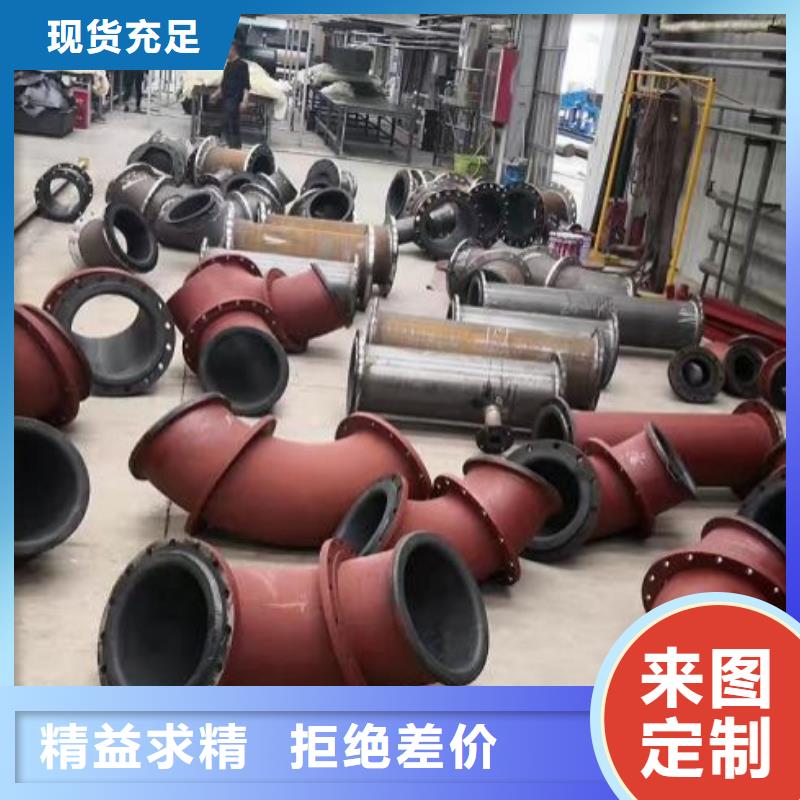
纵横机械制造(大同市分公司)十年专注 衬胶管厂家,资源充足,库存大,价位特低。本公司承诺时刻向顾客提供精心制作材质优良的产品,以满足顾客要求。我们的理念是以实际的经营手法为顾客设计生产他们需要的产品,成为国内外使用高标准、高技术、要求的厂商。


