




我们的现场实拍视频将带您走进钢筋笼地滚机货真价实产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:钢筋笼地滚机货真价实的图文介绍


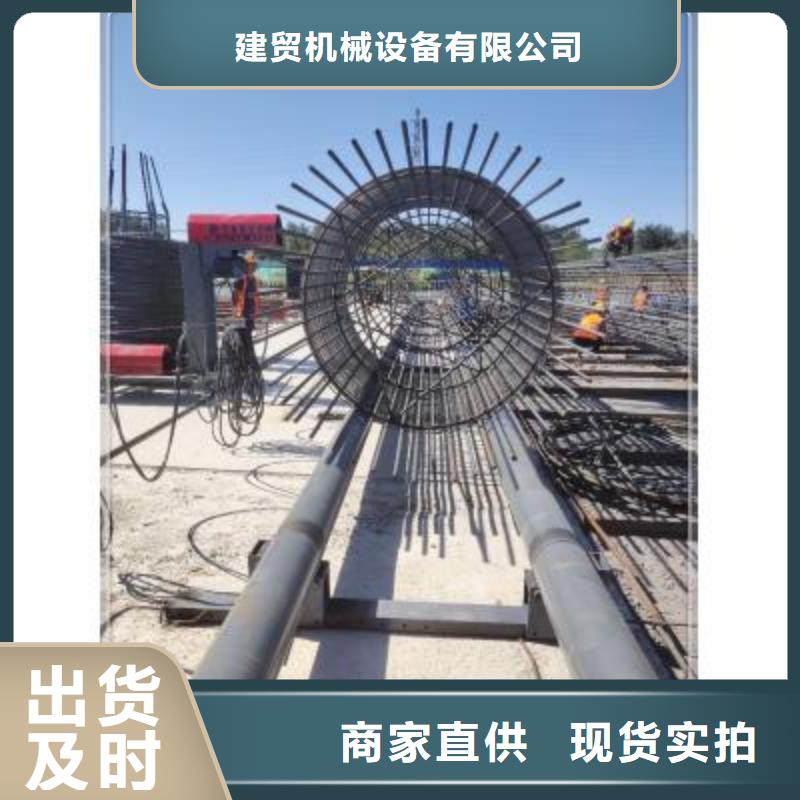
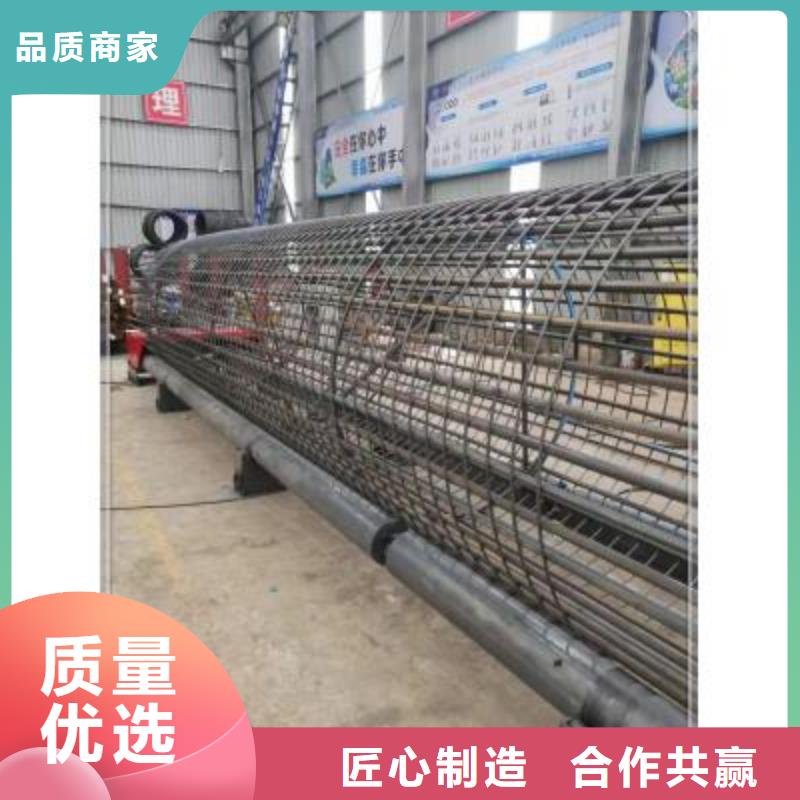
绕筋机数控滚焊机且较老产品优化了多个重要结构,使其更加合理且成本大幅降低,设备更有市场竞争力。大盘部分灵活的模圈及十字筋安装设计,据不同的桩基规格灵活更换,经济适用;固定盘旋转、移动盘部分行走及旋转、由一台 P 和 3 台变频器来设定,要求电机同步,保证了成品笼子的整体尺寸;可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;固定机架及移动机架进行了结构优化,降低主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且,设备运行惯量大大降低;钢筋笼骨架旋转的同时由移动盘拖动向后移动,盘筋不移动;钢筋笼直径由相同直径的模板精准控制,一个工程通常需要 2-7 种模板;主筋间距决定于人工预先在模板上布置的,与主筋根数相同数量的套管间距;当钢筋笼直径和主筋根数改变时,需要人工更换模板以及重新布置套管,约需 1 小时;1、自动送料系统,可设定距离在线,误差小,钢筋笼高质量。2、能准确自动焊接,降低劳动强度。3、采用变频控制系统对保持架保持架,具有高精度的运动。4、用自动笼架,避免笼型曲线。5、高速送料装置,效率高。6、可改变笼直径和主筋量。



经过十余年的磨砺与探索,建贸机械设备(大庆市分公司)已初具规模,拥有国内先进的生产技术和设备。专业生产 数控钢筋笼绕笼机系列产品。铸就了自己的品牌。公司引领 数控钢筋笼绕笼机新潮流,将秉承“质优、环保,共赢”为主题的战略思想,坚持求实进取,团结奉献的创业精神。以“科技创新 德赢天下”的企业精神、以高质量的 数控钢筋笼绕笼机产品泽惠用户,服务社会。 我们愿与您携手共赢,共创美好明天!



搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。



钢筋笼绕筋机格栅钢架按照断面曲率分节弯制完成后,先在加工场地上进行试拼。各节钢架拼装,要求尺寸准确,弧形圆顺,要求沿周边轮廓误差不大于3cm;钢架平放时,平面翘曲小于2cm。3. 技术参数◆ 主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:10~450mm可任意;◆ 功率:1500型以下设备14.5KW,2000以上型号设备20KW;◆ 滚焊速度根据操作手的熟练成度从低到高可任意。◆ 盘电机及电机电源电缆采用坦克链式保护,确保设备运行。现场施工制作灌注桩是一种就位成孔,灌注混凝土或钢筋混凝土而制成的桩。常用的有:(1)钻孔灌注桩:用螺旋钻机、潜水钻机等就地成孔灌注混凝土而成桩,施工时无振动、不挤土,但桩的沉降量稍大。螺旋钻机宜用于地下水位以上的粘性土、砂土及人工填土等,钻削下来的土块沿钻杆上的螺旋叶片上升孔外,孔径300mm左右,钻孔深度8~12m,根据土质和含水量选择钻杆。


锯切进给采用压力控制,通过调速阀调节,实现无极调速锯切线速度钢筋锯床采用变频器控制,调节控制方便 锯带液压手动张紧 主传动采用大功率减速机,动力强,可靠性高,长时间工作运转采用PLC钢筋锯床可编控制器,工作性能好采用液压驱动滑台式送料,送料方便,快速升降导向采厂商真的很好用用进口线性导轨,运行精度高 可配置自钢筋锯床动排屑装置,实现锯屑自动收集 龙门结构钢筋锯床,刚性好.钢筋笼绕筋机数控通电后的检查:(1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。(3)CNC装置的各种参数。包括参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。(4)当数控装置与机床联机通电时,应在接通电源的同时,作好紧急停止按钮的,以备出现紧急情况时随时切断电源。(5)在手动状态下,低速进给各个轴,并且注意观察机床方向和坐标值显示是否正确。



