



【新品发布,视频先行!】精密钢管厂家,直销产品,等你来探!
以下是:精密钢管厂家,直销的图文介绍

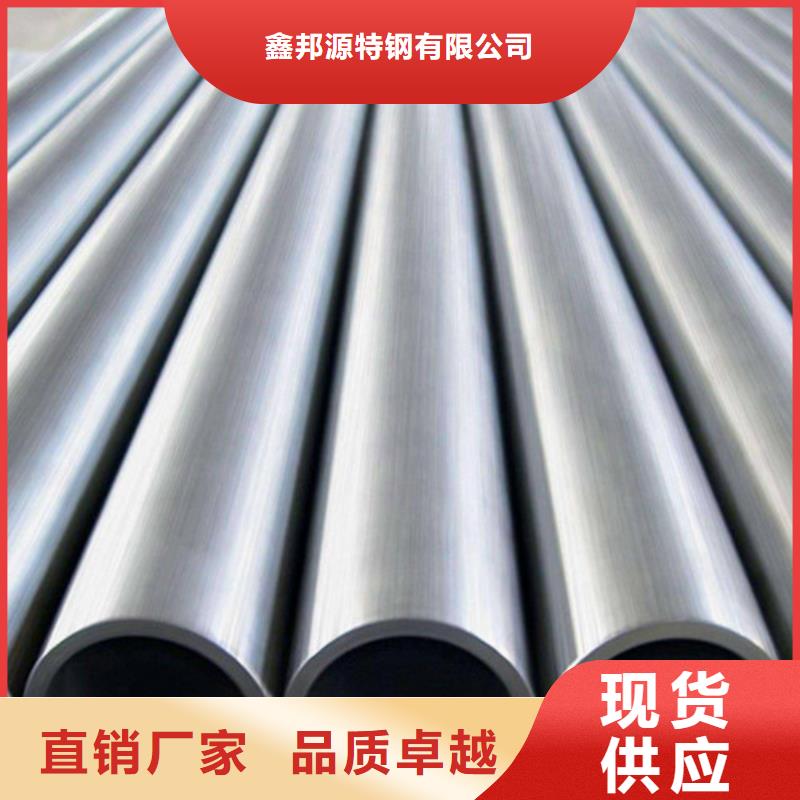
怎样提高精密钢管的抗拉强度?精密钢管也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(精密钢管抗拉强度、屈服强度或精密钢管、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。精密钢管抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的 力(Fb),出以试样原横截面积(So)所得的应力(σ),称为精密钢管抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。式中:Fb--试样拉断时所承受的 力,N(牛顿); So--试样原始横截面积,mm2。精密钢管(σs):具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称精密钢管。若力发生下降时,则应区分上、下精密钢管。精密钢管的单位为N/mm2(MPa)。 上精密钢管(σsu):试样发生屈服而力首次下降前的 应力; 下精密钢管(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。


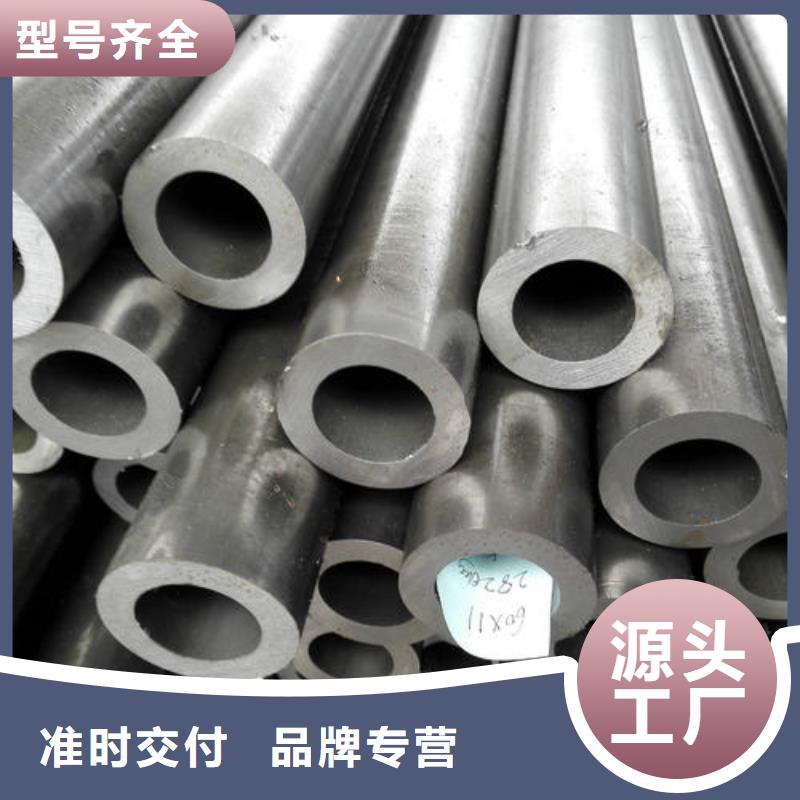
将精密钢管送入精密钢管机组,经多道轧辊滚压,精密钢管逐渐卷起,形成有开口间隙的圆形精密钢管,调整挤压辊的压下量,使精密钢管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精密钢管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精密钢管热量过大,造成精密钢管烧损;或者精密钢管经挤压、滚压后形成深坑,影响精密钢管表面质量。
精密钢管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精密钢管温度的目的。对于低碳钢,精密钢管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精密钢管温度亦可通过调节精密钢管速度来实现。



鑫邦源特钢(大庆市分公司)常年库存 无缝方矩管充足,凭借雄厚的实力,丰富齐全的 无缝方矩管规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!



与之相反.当芯棒表面被磨损局部形成凸棱状时,就会使小精密无缝钢管内表面形成与芯棒凸棱相对凹槽。另外掉肉芯棒与毛管内表面产生相对滑动时,也会使毛管内表面被划凹槽,而且凹槽程度非常严重。除氧化剂与氧化铁皮反生成熔液渣粘接在芯棒表面、也会导致小精密无缝钢管内孔表面划伤缺陷产生一定深度划道。 焊缝工艺精密光亮管重要表现基础在两个相邻节点之间没有两个关节点,管道长度大于800毫米。焊管精密光亮管焊接式当通过检验,取得认可部门颁发资质。精密光亮管对接焊缝是钢结构工程施工验收规范中一级焊缝,外观检验是以一级质量标准为基础。 超声检查为,X射线片长度为2%。法兰与精密光亮管连接焊缝,外观检查按照一级质量标准,磁粉探伤长度25%。精密光亮管焊缝需开槽,双面V接头角度为60o~90o,焊缝大或等于0.8T,如衬套焊接,焊缝根宽大于或等于4mm。 衬套厚度大于0.5t,对接焊后,直线度公差不超过标称长度L/1000。精密光亮管焊接时,工作场所温度在0℃以上,普通碳素精密光亮管壁厚大于或等于50mm,低合金精密光亮管壁厚大于或等于36mm,预热,预热温度与层间温度控制。



