




以下是不锈钢碳素钢复合管栏杆制作的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
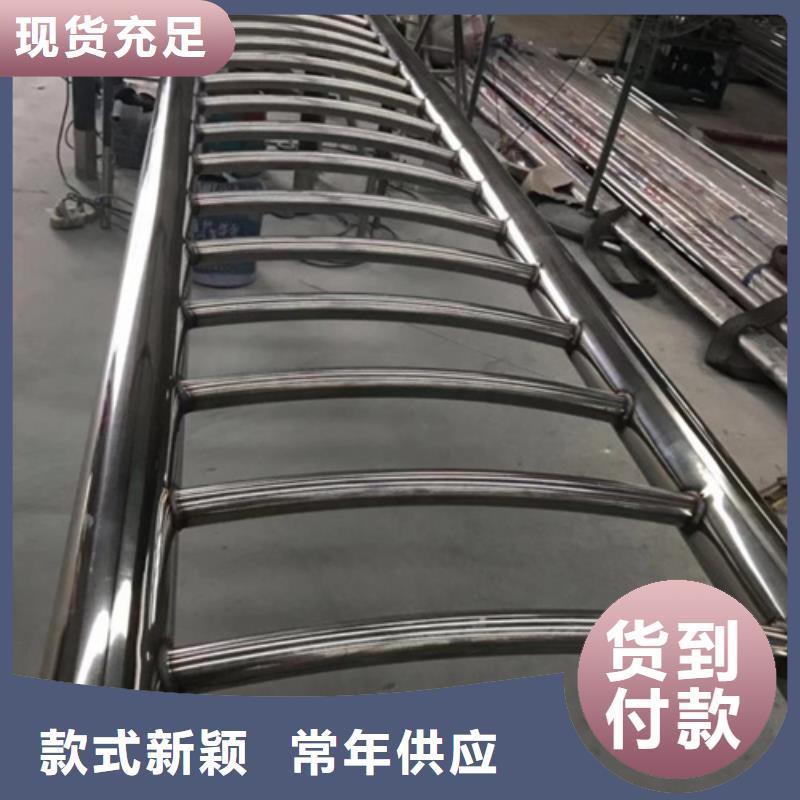
以下是:不锈钢碳素钢复合管栏杆制作的图文介绍

绿洲金属科技(潮州市分公司)主要销售 道路护栏等,我公司凭借优良的管理、开发优势,借助超前的开发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目开发运作,进一步完善开发机制,强势打造公司的品牌效应。
公司采用现代化的管理理念,坚持以质量求生存,以诚信求发展,逐步登上全球化的竞争平台。我们还要坚持“服务客户,造福员工,协同发展,奉献社会”的经营理念,不断丰富“科技为先,品质为本,追求卓越,诚信未来”的企业文化内涵,积j i参与市场竞争,靠诚信广交朋友,靠服务增进感情,真诚为客户创造价值,为广大客户提供优质可靠的产品和全心全意的服务。
欢迎国内外客户来函来电来人洽谈业务!愿与广大客户和同行朋友真诚合作,共创辉煌事业!



抛光是不锈钢复合管护栏制造加工很主要的一个步骤,是影响不锈钢护栏造型漂亮性的要素。不锈钢抛光,光洁度为NO.4的薄板加工时,经常需求再次抛光焊接区,以便与原来的表面光洁度相和谐,虽然除了仿制初始的抛光以外,要与机器抛光的表面相和谐实际上是不允许的。 护栏在抛光的时分更要留意细节,因为一个不锈钢护栏会有许多的焊接点,稍不留意就会让这 些细节影响到护栏的漂亮度。 1.假如初始的机器抛光纹痕平行于焊道,那么可以选用研磨的办法消理焊道,即先用硬的或软 的砂轮研磨,然后用手提式抛光机和粒度为NO.80~20(也许50)的抛光轮进行逐级抛光,抛光轮的移动方向应与焊道的走向共同,使其抛光线与初始的机器抛光面纹线平行。焊缝必须与基体平齐。因为任何初始粒度的磨料都会留下磨线(随磨料使用量变化),因此在开端抛光前先进行实验。



不锈钢复合管护栏焊接要领 1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min. 2.将对焊处两端磨坡口。 3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。 4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。


不锈钢复合管护栏经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果不锈钢复合管栏杆,而且不锈钢在冷加工、热加工、焊接等方面都具有良好的物理性能。高端的不锈钢护栏构配件采用的是不锈钢材质制作,有着的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能. 防撞护栏一般在高速公路上或者公路桥梁上用的。所谓防撞,其实就是比较结实,防止撞击损坏,车辆在发生事故时碰到防撞栏不至于冲破防撞栏坠落到路面或桥面以下造成更大损失和伤亡。有效减免搬运设备往来穿梭时带来意外撞击造成的设备、设施的损坏。另外对物流搬运设备自身也起到防护作用。(如装卸货平台边沿的防护栏起到防止叉车意外跌落的危险)。
