



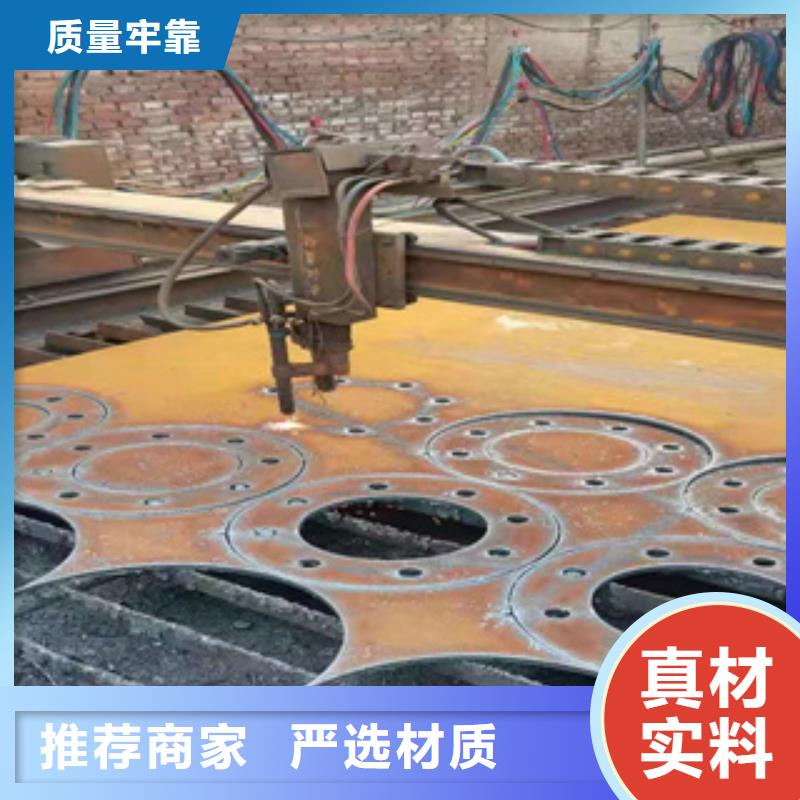
准备好领略nm550耐磨板激光切割产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:nm550耐磨板激光切割的图文介绍
公司将一如继往地坚持“艰苦创业、科学求实、锐意改革、团结进取”的办厂方针。面对国际市场的激烈竞争和挑战,鑫邦源特钢(毕节市分公司)激流勇进,不断进行技术改造, 无缝方矩管产品推陈出新,向高质量、高科技、科学管理、完善的服务迈进。



复合耐磨板坚固耐用,绿化效果比较好,在装饰和装修领域发挥着的作用,被现代人广泛使用。同时,它具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能等特点。复合耐磨板主要用于铁道、车辆、桥梁、塔架等长期在大气中使用的钢结构。 用于制造集装箱、铁道车辆、石油井架、海港建筑、采油平台及化工石油设备中含腐蚀介质的容器等结构件。复合耐磨板在融入现代冶金新机制、新和新工艺后得以可发展和,属超级钢前沿水平的系列钢种之一。 耐候钢由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有优质钢的强韧、塑延、成型、、磨蚀、高温、疲劳等特性;耐候性为普碳钢的2~8倍,涂装性为普碳钢的5~10倍,能减薄使用、使用或简化涂装使用。该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、使用者受益。 我们做一块双金属耐磨板的时候都要进行相关的热处理,预热之后在进行锻造和加工,加工的工艺和用途也是比较好的。那么在双金属耐磨板进行热处理的时候温度确实是一个活,温度要适当的进行把控,那么温度怎么进行控制比较好呢双金属耐磨板加热温度810-830℃,保温时间依据装炉方式定。



由于各部分温差小,不易产生热应力和热裂,因此耐磨板变形小设法改善铸型、型芯的退让性,合理设置浇冒口等。对双金属耐磨板进行时效处理是铸造应力的有效措施。时效分自然时效、热时效和共振时效等。所谓自然时效,是将耐磨板置于露天场地半年以上,让其内应力。 气孔是碳化铬耐磨板常见的缺陷之一。据统计,碳化铬耐磨板的废品中约三分之一是由气孔造成的。气孔是气体在耐磨板内形成的孔洞,表面常常比较光滑、明亮或略带氧化色,一般呈梨形、椭圆形等。气孔减小了合金的有效承载面积,并在气孔附近引起应力集中,降低耐磨板的力学性能。 同时,碳化铬耐磨板中存在的弥散性气孔还疏松缺陷的形成,从而降低了耐磨板的气密性。气孔对碳化铬耐磨板的耐蚀性和耐热性也有不利影响。按气孔产生的原因和气体来源不同,气孔可大致分为侵入气孔、析出气孔和反应气孔三类。 (1)侵入气孔侵入气孔是浇注过程中熔融金属和铸型之间的热作用,是砂型或型芯中的挥发物挥发及型腔中原有空气侵入熔融金属内部所形成的。侵入的气体一般是水蒸气、、二氧化碳、氧气、碳氢化合物等。防止侵入气孔产生的主要措施有:减小型(芯)砂的发气量、发气速度,增加铸型、型芯的透气性;在铸型表面刷涂料,使型砂与熔融金属隔开,阻止气体侵入等。


复合耐磨板是一种用薄钢带卷成圆形钢板或异形截面钢板,并在其中填满一定成分的药粉,或在焊接钢板或无缝钢板中填满药粉,经拉拔制成的一种焊丝。复合耐磨板的电弧焊是利用连续送进的、可熔化的耐磨板与焊件之间的电弧所产生的高温,进行焊接的熔焊方法之一。 耐磨板电弧焊的电弧特性,基本上与熔化极气体保护焊相同;其熔滴过渡形式亦可为过渡、滴状过渡或纯短路过渡。耐磨板气体保护电弧焊复合耐磨板气体保护电弧焊与通常的熔化极气体保护焊的主要区别就在于耐磨板上,它除了采用辅助的外加保护气体以外,还有耐磨板熔化时产生的气体和熔渣的保护。 两种工艺所需的设备,包括焊在内,基本上是相同的。自保护耐磨板电弧焊这种方法与上述的复合耐磨板气体保护电弧焊的区别,主要是不用外加的辅助保护气体,依靠药芯熔化时产生的气体和熔渣保护熔滴和熔池。因此,这种方法称为自保护耐磨板电弧焊,所使用的焊丝称为自保护耐磨板。 自保护与辅助气体保护方法的区别还在于焊的形式和焊丝伸出长度。自保护方法中的焊丝伸出长度较长,有利于较高的熔敷速度,这是因为焊丝伸出部分较长而被电流预热得更好。自保护焊的焊,也可以与通常的熔化极气体保护焊焊相同,只是不通保护气而已目前国内多采用此种方式,因其方便而易行。



