

精心打磨的产品视频已准备就绪,它将带您深入
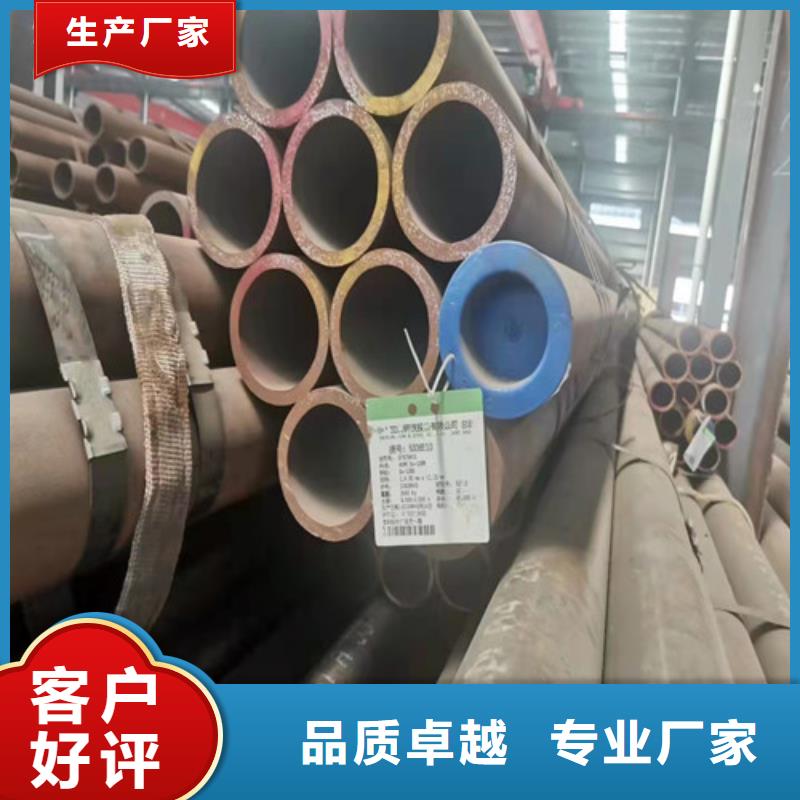
热扩无缝管
品质的魅力世界,让您重新发现产品的无限可能。
以下是:
热扩无缝管
品质的图文介绍


还有GB/T17396-2007(液压支柱用热轧无缝钢管)、本地GB3093-1986(柴油机用高压无缝钢管)、GB/T3639-1983(冷拔或冷轧精密无缝钢管)、本地GB/T3094-1986(冷拔无缝钢管异形钢管)、同城GB/T8713-1988(液压和气动筒用精密内径无缝钢管)、本地GB13296-2007(锅炉、热交换器用不锈钢无缝钢管)、本地-1994(结构用不锈钢无缝钢管)、-1994(流体输送用不锈钢无缝钢管)GB/T5035-1993(汽车半轴套管用无缝钢管)、当地API SPEC5CT-1999(套管和油管规范)等。



德运华金属材料(北海市分公司)秉承“匠心制造,服务至上”经营理念,不断创新,精益求精,以质量过硬找客户,以诚信经营留客户,以实现客户价值为目标,愿与各界人士携手合作,共图 40Cr无缝钢管发展,热枕欢迎国内外客商、朋友前来参观指导。



无缝钢管仍能继续伸长时的应力
无缝钢管具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的应力。
无缝钢管屈服点的计算公式为:
式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。


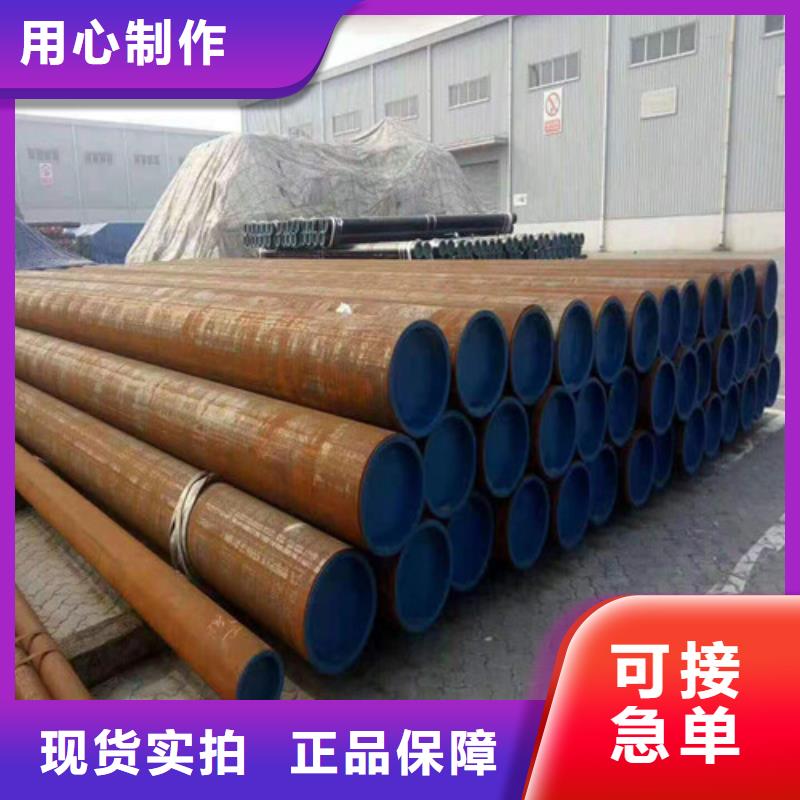
按生产方法不同可分为热轧管、附近冷轧管、当地冷拔管、本地挤压管等, 热轧无缝管一般在自动轧管机组上生产。
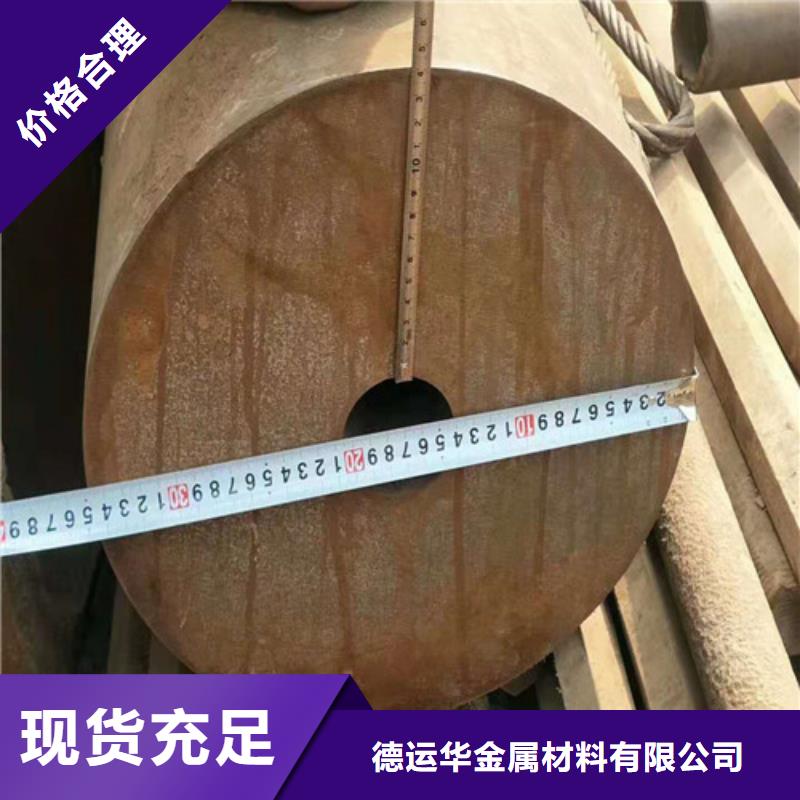
实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制经均整机均整, 经定径(减径)机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。


