




别再等待了,仅仅一分钟,就能通过我们的Q345C特厚壁钢管学校产品视频探索到无数令人心动的细节和亮点。
以下是:Q345C特厚壁钢管学校的图文介绍



虽然说每一个试验机厂家对包头流体钢管拉伸都很熟悉,但是真正完全能够把标准以及标准后面的理由吃透的厂家并不多,当前每一个试验机厂家在指导用户完成包头流体管拉伸试验的时候一般是从他们自己设备的能力出发,以简单的方式来完成试验,比如全部以横梁位移的速度来完成整个试验过程。包头流体管拉伸试验还是有很多细节问题非常值得我们重视。 首先是拉伸速度的问题。在弹性变形阶段,包头流体管的变形量很小而拉伸载荷迅速增大。这时候如果以横梁位移控制来做拉伸试验,那么速度太快会导致整个弹性段很快就被冲过去。以弹性模量为200Gpa的普通包头流体管为例,如果标距为50mm的材料,在弹性段内如以10mm/min的速度进行拉伸试验,那么实际的应力速率为 200000N/mm2S-1×10mm/min×1min/60S×1/50mm=666N/mm2S-1 一般的包头流体管屈服强度就小于600Mpa,所以只需要1秒钟就把试样拉到了屈服,这个速度显然太快。所以在弹性段,一般都选择采用应力速率控制或者负荷控制。塑性较好的材料试样过了弹性段以后,载荷增加不大,而变形增加很快,所以为了防止拉伸速度过快,一般采用应变控制或者横梁位移控制。所以在GB228-2002里面建议了,“在弹性范围和直至上屈服强度,试验机夹头的分离速率应尽可能保持恒定并在规定的应力速率的范围内(材料弹性模量E/(N/mm2)<150000,应力速率控制范围为2—20(N/mm2)·s-1、包头流体管弹性模量E/(N/mm2)≥150000,应力速率控制范围为6—60(N/mm2)·s-1=。若仅测定下屈服强度,在试样平行长度的屈服期间应变速率应在0.00025/s~0.0025/s之间。平行长度内的应变速率应尽可能保持恒定。



1.低压流体输送用镀锌焊接钢管(GB/T3091-2008)也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如1/2、3/4、1、2 等。2普通碳素钢电线套管(YB/T5305-2006)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。3.直缝电焊钢管(GB/T13793-2008)是焊缝与钢管纵向平行的钢管。用于一般结构用,通常分为公制电焊钢管、电焊薄壁管等等。4.承压流体输送用螺旋缝埋弧焊钢管(SY/T5037-2000)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。5.承压流体输送用螺旋缝高频焊钢管(SY/T5038-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。


新弘扬特钢(保山市分公司)专营 42CRMO钢板,我们深信凭着丰富的经验及诚信为本,乐意帮助,真诚为每个客户提供从售前到售后的一条龙服务.现存大量的 42CRMO钢板,规模宏大,一直以品质卓越、诚信经营而深受广大新老客户的好评. 为保证产品的质量,我们聘请专业技术人员,对每一台机器进行严格的检测,为提高服务的质量,我们的技术人员可为您提供专业的技术指导,完善的维护服务。展望未来,我们满怀信心与广大新老客户真诚合作,为的开发建设贡献力量。 品质保证 质量放心 力求为每位用户提供、优质、的服务




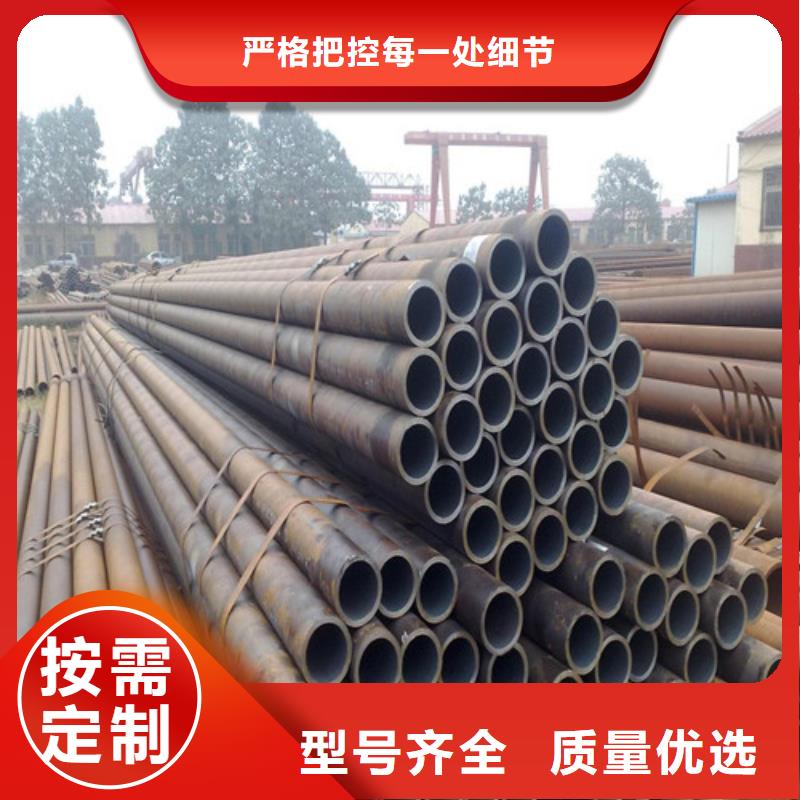
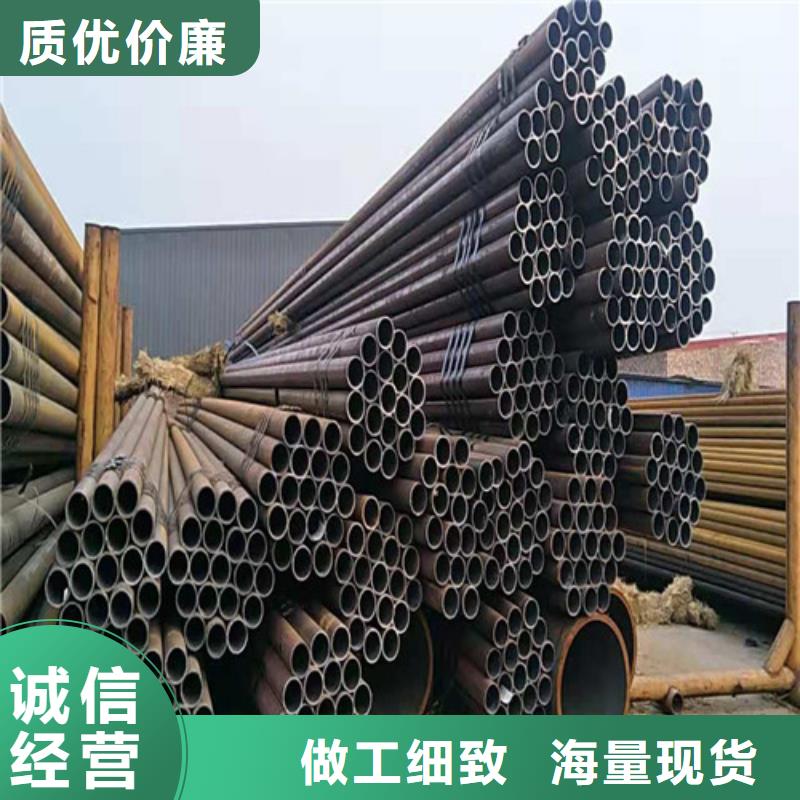
流体管是专门用于输送具有流体性质介质的管材。 具有流体性质的介质,除了如水、油、溶液等液体介质以外,水泥,粮食,煤粉等固体介质,在一定条件下也可以流动。 流体管 流体管(3张) 流体管可以用钢材制造,也可以用铜,钛等有色金属制造,甚至可以由塑料等非金属材料制造。 流体管必须具有中空截面,但也可以是方形,三角形或其它任何形状,有些装备受条件限制,就必须采用矩形管,但是绝大多数还是使用圆管。圆管在所有几何截面中具有小的周长/面积比,即在使用同样数量材料的条件下,可以获得 的内截面。 钢管由于其成本低廉,强度高,在现代社会流体输送中得到广泛应用。钢管按其生产工艺,分为无缝钢管和焊管两大类,其中焊管又分为高频直缝焊管(ERW),螺旋焊管(SSAW),埋弧焊管(UOE)等。过去,流体管传统上都是使用无缝钢管,随着材料科学,成型工艺,机组装备的发展进步,焊管得到了极大的发展。焊管具有比无缝管壁厚均匀性好,精度高,耗能少,生产效率高的优点,要求很高的石油天然气输送管(API标准),过去几乎百分之百使用无缝管,今天在美国、日本、欧洲发达 里,95%以上都已经被焊管取代。
