

无论您是初次接触还是已经熟悉,我们的供应批发20A无缝钢管-价格优惠产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:供应批发20A无缝钢管-价格优惠的图文介绍


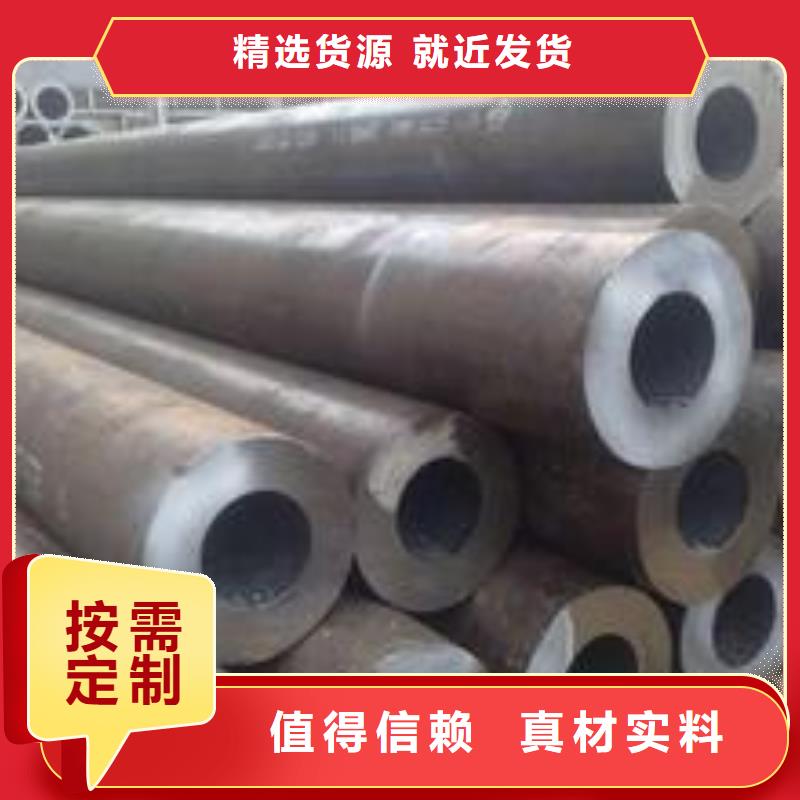
无缝钢管与焊管有哪些区别? 钢管外观上,无缝钢管和焊接钢管区别在焊管内壁有焊筋,而无缝的没有。 无缝管压力更高,焊管一般在10个左右MPa,现在焊管有做无缝化处理的。无缝钢管是在轧制中一次成型的。焊接钢管需要卷制后焊接而成,一般有螺旋焊和直焊。性能无缝管要好一些,当然价也高一些。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面,大量用作输送流体的管道。焊管是指用钢带或钢板弯曲变形为圆形后再焊接成的、表面有接缝的钢管。 焊管采用的坯料是钢板或带钢。 辨认方法:看管子内部,,因为外部都会处理的,焊管是里边有条缝隙有的可以看到,有的处理,就不容易看到,你可以用手慢慢触摸,再或者看规格,焊管都比较薄的,焊管是用不锈钢钢带用机器直接做出来的(卷起来的),无缝是用圆钢或者管坯穿孔穿起来的.



无缝钢管按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。 同样的产品(Product)比质量(Mass)、同样的质量比价格(price)、同样的价格比服务、同样的服务比信誉”。 郑重承诺: 保证以 的产品(Product)、 的质量(Mass)、 的价格、完善的服务来答谢新老顾客的信赖。厚壁无缝钢管生产的生产制造工艺可分为冷拔、冷轧、热轧、热扩四种基本方式,钢管的材质为10#、20#、35#、45#称为 普通钢管。无缝钢管表示方法为外径,壁厚,厚壁无缝钢管主要用于机械加工,煤矿,液压钢,等多种用途。 16mn无缝钢管用途很广泛(extensive)。一般用途的无缝钢管由普通碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道(Conduit)或结构零件。用做高压容器瓶的原料(Raw material)、高温(high temperature)环境(environment)中作为输送用管道、桥梁、作钢结构(工程结构)的支柱材料。 Q345无缝钢管是一种钢管的材质(The material)。Q代表这种材质的屈服,后面345就是指这种材质的屈服值,在345左右,并随着材质厚度的增加而使其屈服值减小。


艾斯特钢材(安阳市分公司)是一家专业从事 小口径无缝钢管生产的企业,公司经过十多年的发展,从研发到生产加工集中了一批经验丰富,技术过硬的科研、生产和管理团队。公司以“质量di yi,用户至上,优质服务,信守合同”的宗旨。凭借着高质量的产品,严谨的保密制度,良好的信誉,优质的服务和低廉的价格畅销全国,竭诚与国内外商家双赢合作,共同发展,共创辉煌!热诚欢迎各界朋友前来参观、考察、洽谈业务。




无缝管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。 生产工艺: 1、热轧无缝钢管主要生产工序(△主要检验工序): 管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库 2、冷轧(拔)无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。


大口径合金无缝管的生产工艺。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金无缝钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。无缝钢管的主要生产流程 管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。



