




想要更深入地了解我们的供应大口径热镀锌管工期快产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
以下是:供应大口径热镀锌管工期快的图文介绍

随着 高频焊接H型钢工艺技术的飞跃发展,我厂在保持原有技术的条件下,吸收消化技术,引进的生产设备,一直以来以好的质量,周到的服务赢得了广大用户的信赖和好评。 在不断的发展中,阔恒兴旺国际贸易(漯河市分公司)健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!阔恒兴旺国际贸易(漯河市分公司)坚持“以人为本、以质取胜”的企业理念,“一切以 高频焊接H型钢市场为导向,一切以客户满意为目标”的经营宗旨,我们公司将不断推出新的 高频焊接H型钢产品,不断求新、求实、发展,真诚希望新老朋友客户进行广泛合作,互惠互利、共同发展!



(4)?采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)?采用外控或内控辊式成型。(6)?采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)?内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。(8)?焊缝经过在线连续超声波自动伤仪检查,保证了螺旋焊缝无损检测覆盖率。(9)?采用空气等离子切割机将钢管切成单根。(10)?切成单根钢管后,每批钢管头三根要进行严格首检制度,确保制管工艺合格后,正式投入生产。(11)?焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查。(12)?带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。(14)?管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。Q235B螺旋管的特点编辑直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~。(13)?每根钢管经过静水压试验而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。

阔恒兴旺国际贸易(漯河市分公司)



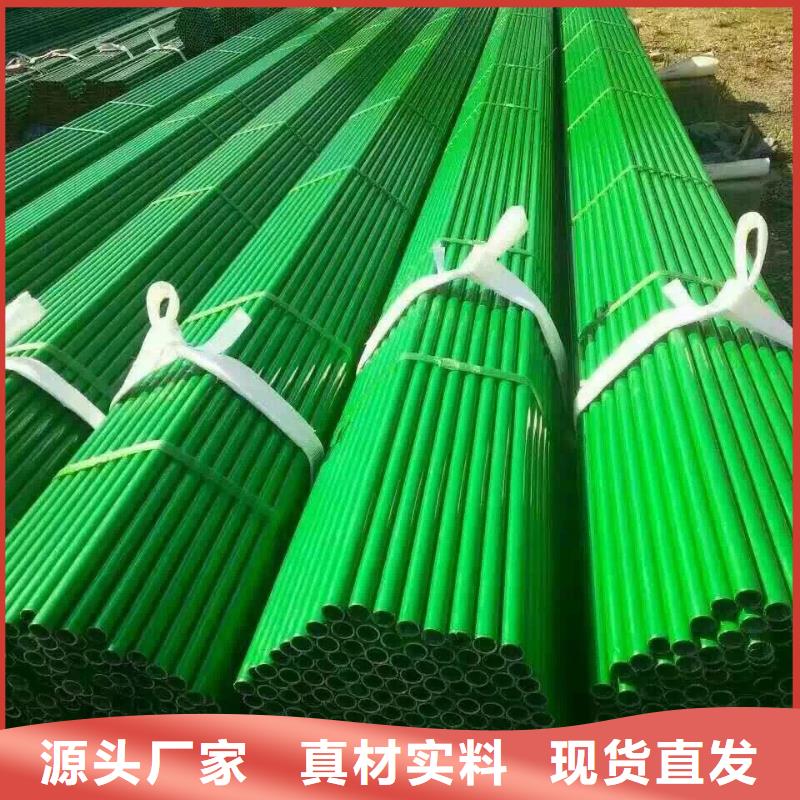
生产步骤 a.圆钢准备;b.加热;c.热轧穿孔;d.切头;e.酸洗;f.修磨;g.润滑;h.冷轧加工;i.脱脂;j.固溶热处理;k.矫直;l.切管;m.酸洗;n.成品检验。 技术要求 1、牌号和化学成分 镀锌钢管用钢的牌号和化学成分应符合GB/T3092所规定的黑管用钢的牌号和化学成分。 2、制造方法 黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。 3、螺纹及管接头 a:带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB822的规定。 b:钢制管接头应符合YB238的规定;可锻铸铁管接头应符合YB230的规定。 4、力学性能钢管镀锌前的力学性能应符合GB3092的规定。 5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在溶液中连续浸渍5次不得变红(镀铜色)。 6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。

