
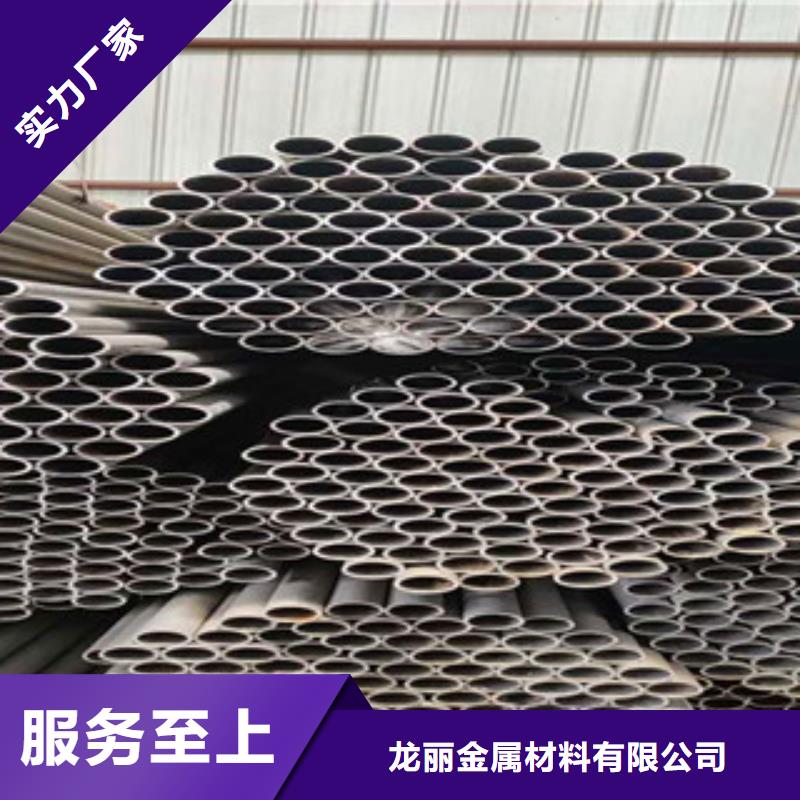


作为 精密无缝钢管公司,龙丽金属材料(大庆市分公司)采用优异的网络技术与严谨的管理制度,坚持以“让客户满意,为客户赢利”为服务宗旨,全心全意服务客户。




精密钢管分类介绍:
5.承压流体输送用螺旋缝埋弧焊精密钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝精密钢管。精密钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠。精密钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。
6.承压流体输送用螺旋缝高频焊精密钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊精密钢管。精密钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,精密钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。
7.一般低压流体输送用螺旋缝埋弧焊精密钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊精密钢管。
8.一般低压流体输送用螺旋缝高频焊精密钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊精密钢管。
9.桩用螺旋焊缝精密钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用精密钢管。



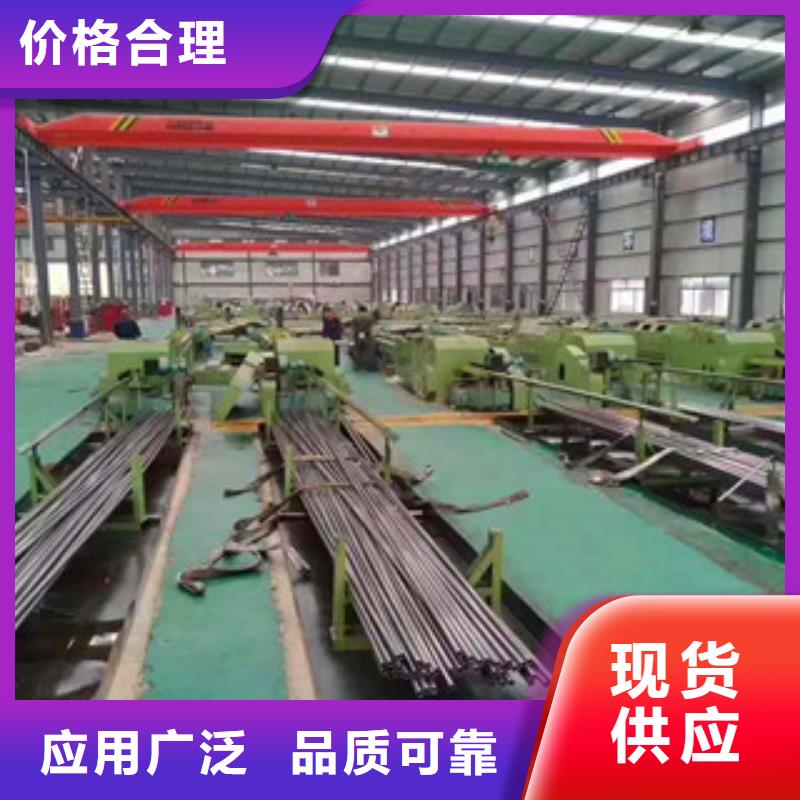
精密钢管均整
在斜轧(均整)机上轧制由自动轧管机轧出的管子,以壁厚不均以及研磨精密钢管内外表面的工序。均整机为二辊或三辊式斜轧机,使用固定顶头。三辊均整机的优点是,轧制时可取较大的减壁量,产量高,轧出的管子尺寸精度较高。一般管材均整后直径有些增加,壁厚略减小,长度稍有缩短,当管壁压缩量较大时则长度增加。二辊均整机的变形过程如图所示。整个变形区分为4个区。I为减径区,该区一般很短。Ⅱ为管壁压下(扩径)区,由于均整机顶头略大于来料的内径,在该区管材首先和顶头圆弧部分相接触,然后随着金属进入变形区,在顶头的圆弧部分与轧辊之间压缩管壁;到顶头的圆柱部分时虽然顶头母线和轧辊圆柱段母线相平行,但由于轧辊轴线倾斜于轧制轴线,因而顶头与轧辊间的间隙是逐渐减小的(到交叉点为止),因而在这区段内管壁仍受量压下。Ⅲ为展轧区。在该区中展轧管壁,以改善内外表面质量。Ⅳ区为管材转圆区。


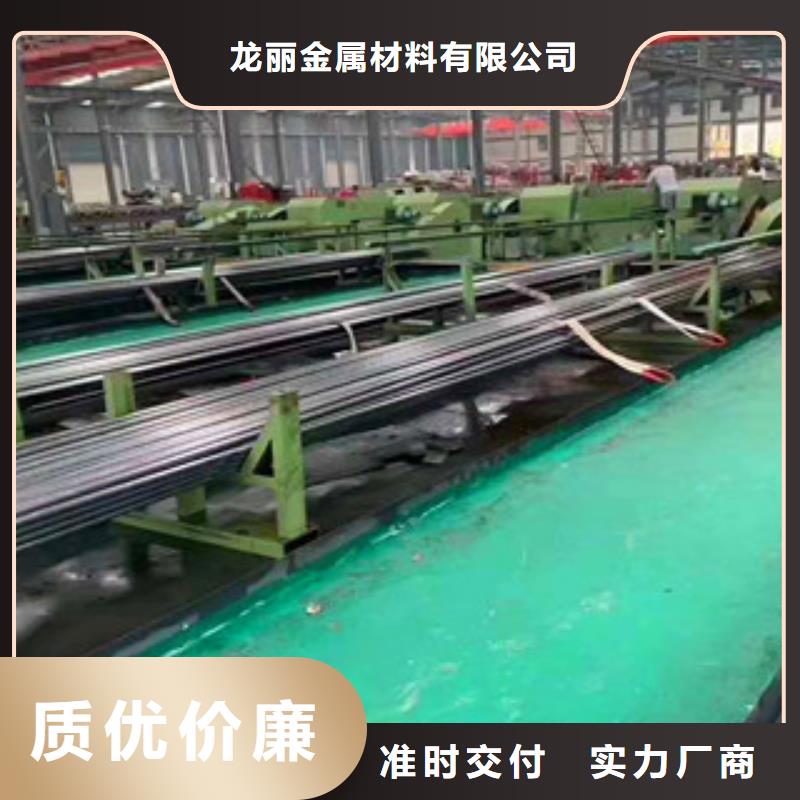
精密钢管的生产工艺流程
1.无缝管工艺流程
卫生级镜面管工艺流程:
管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装
工业管工艺流程
管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验
2.焊管工艺流程
开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→终检查→包装



