



我们的现场实拍视频将带您走进钢结构高频焊接H型钢定制定做产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:钢结构高频焊接H型钢定制定做的图文介绍


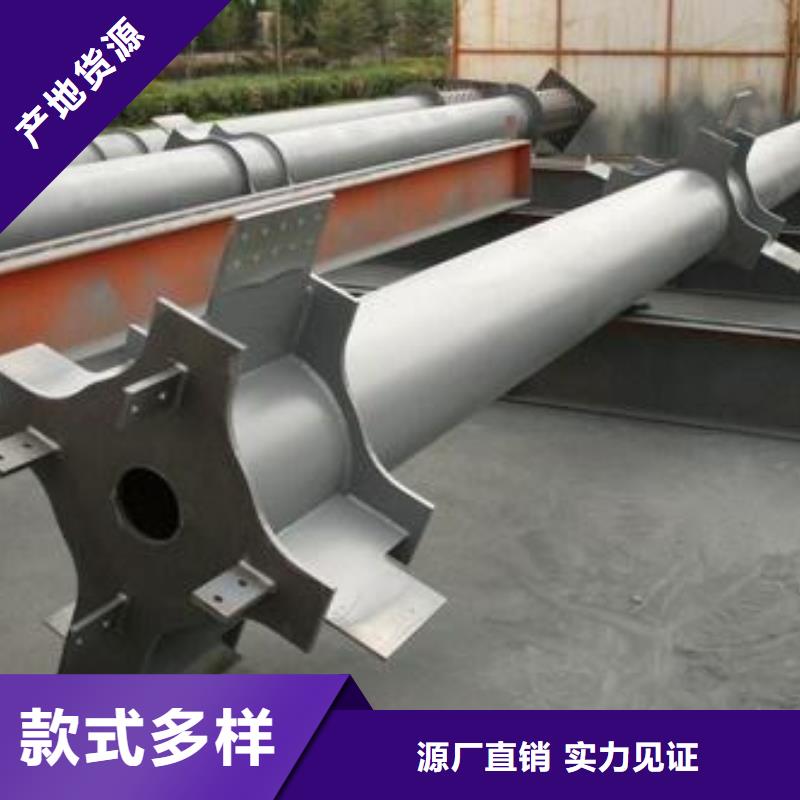
钢结构是由钢制材料组成的结构,是主要的建筑结构类型之一。结构主要由型钢和钢板等制成钢、钢柱、钢桁架等构件组成,并采用硅烷化、纯锰磷化、水洗烘干、镀锌等除锈防锈工艺。各构件或部件之间通常采用焊缝、螺栓或铆钉连接。因其自重较轻,且施工简便,广泛应用于大型厂房、场馆、的梁超高层等领域。
钢材的特点是强度高、自重轻、整体刚度好、抵抗变形能力强,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体, 一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产。
钢结构应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢材的特点是强度高、自重轻、整体刚度好、抵抗变形能力强,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体, 一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产。
钢结构应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。



“勤恳做事、真诚服务”是我们不变的经营理念。阔恒兴旺国际贸易(厦门市分公司)在前进的道路中,努力听取客户的建议,同时不断了解 高频焊接H型钢市场的发展。我们一直以勤恳做事、诚思待人、真诚服务的态度赢得了国内外客户的信任,并以精荐变精的职业提守,认真关注着生产 高频焊接H型钢产品的每一个细节。我们一直在不断地完善自身管理模式,提高技术研发能力,通过推行的新 高频焊接H型钢产品、新技术提高产品竞争力,同时也为促进 高频焊接H型钢行业的发展而努力。



是由屋架、结构OSB面板、防水层、轻型屋面瓦(金属或沥青瓦)及相关连接件组成的。迈特建筑轻钢结构的屋面,外观可以有多种组合。材料也有多种。在保障了防水这一技术的前提下,外观有了许多的选择方案。
墙体结构
轻钢结构住宅的墙体主要由墙架柱、墙顶梁、墙底梁、墙体支撑、墙板和连接件组成。建筑轻钢结构住宅一般将内横墙作为结构的承重墙,墙柱为C形轻钢构件,其壁厚根据所受的荷载而定,通常为0.84~2毫米,墙柱间距一般为400~600毫米, 建筑轻钢结构住宅这种墙体结构布置方式,可有效承受并可靠传递竖向荷载,且布置方便。
保温节能技术轻钢结构为确保达到保温效果,在建筑物的外墙和屋面中使用的保温隔热材料能长期使用并能保温隔热。建筑轻钢结构住宅一般除了在墙的墙柱间填充玻璃纤维网格布外,在墙外侧再贴一层保温材料,有效隔断了通过墙柱至外墙板的热桥;楼层之间搁栅内填充玻璃纤维,减少通过楼层的热传递;所有内墙墙体的墙柱之间均填充玻璃纤维,减少户墙之间的热传递。
墙体结构
轻钢结构住宅的墙体主要由墙架柱、墙顶梁、墙底梁、墙体支撑、墙板和连接件组成。建筑轻钢结构住宅一般将内横墙作为结构的承重墙,墙柱为C形轻钢构件,其壁厚根据所受的荷载而定,通常为0.84~2毫米,墙柱间距一般为400~600毫米, 建筑轻钢结构住宅这种墙体结构布置方式,可有效承受并可靠传递竖向荷载,且布置方便。
保温节能技术轻钢结构为确保达到保温效果,在建筑物的外墙和屋面中使用的保温隔热材料能长期使用并能保温隔热。建筑轻钢结构住宅一般除了在墙的墙柱间填充玻璃纤维网格布外,在墙外侧再贴一层保温材料,有效隔断了通过墙柱至外墙板的热桥;楼层之间搁栅内填充玻璃纤维,减少通过楼层的热传递;所有内墙墙体的墙柱之间均填充玻璃纤维,减少户墙之间的热传递。



5、焊条种类几种
大体有十几种:碳钢焊条、低合金钢焊条、钼和铬钼耐热钢焊条、低温钢焊条、不锈钢焊条、堆焊焊条、铸铁焊条、镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条及特殊用途焊条。
6、焊缝缺陷:
(1)未焊透:母体金属接头处中间(X坡口)或根 部(V、U坡口)的钝边未完全熔合在一起而留下的局部未熔合。未焊透降低了焊接接头的机械强度,在未焊透的缺口和端部会形成应力集中点,在焊接件承受载荷时容易导致开裂。
(2)未熔合:固体金属与填充金属之间(焊道与母材之间),或者填充金属之间(多道焊时的焊道之间或焊层之间)局部未完全熔化结合,或者在点焊(电阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。
(3)气孔:在熔化焊接过程中,焊缝金属内的气体或外界侵入的气体在熔池金属冷却凝固前未来得及溢出而残留在焊缝金属内部或表面形成的空穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔(包括蜂窝状气孔)等,特别是在电弧焊中,由于冶金过程进行时间很短,熔池金属很快凝固,冶金过程中产生的气体、液态金属吸收的气体,或者焊条的焊剂受潮而在高温下分解产生气体,甚至是焊接环境中的湿度太大也会在高温下分解出气体等等,这些气体来不及析出时就会形成气孔缺陷。尽管气孔较之其它的缺陷其应力集中趋势没有那么大,但是它破坏了焊缝金属的致密性,减少了焊缝金属的有效截面积,从而导致焊缝的强度降低。
大体有十几种:碳钢焊条、低合金钢焊条、钼和铬钼耐热钢焊条、低温钢焊条、不锈钢焊条、堆焊焊条、铸铁焊条、镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条及特殊用途焊条。
6、焊缝缺陷:
(1)未焊透:母体金属接头处中间(X坡口)或根 部(V、U坡口)的钝边未完全熔合在一起而留下的局部未熔合。未焊透降低了焊接接头的机械强度,在未焊透的缺口和端部会形成应力集中点,在焊接件承受载荷时容易导致开裂。
(2)未熔合:固体金属与填充金属之间(焊道与母材之间),或者填充金属之间(多道焊时的焊道之间或焊层之间)局部未完全熔化结合,或者在点焊(电阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。
(3)气孔:在熔化焊接过程中,焊缝金属内的气体或外界侵入的气体在熔池金属冷却凝固前未来得及溢出而残留在焊缝金属内部或表面形成的空穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔(包括蜂窝状气孔)等,特别是在电弧焊中,由于冶金过程进行时间很短,熔池金属很快凝固,冶金过程中产生的气体、液态金属吸收的气体,或者焊条的焊剂受潮而在高温下分解产生气体,甚至是焊接环境中的湿度太大也会在高温下分解出气体等等,这些气体来不及析出时就会形成气孔缺陷。尽管气孔较之其它的缺陷其应力集中趋势没有那么大,但是它破坏了焊缝金属的致密性,减少了焊缝金属的有效截面积,从而导致焊缝的强度降低。


四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;



