


联系我们

精密无缝钢管精轧钢管客户好评
更新时间:2025-05-28 08:51:08 ip归属地:梧州,天气:大雨,温度:21-27 浏览次数:10 公司名称:聊城 龙丽金属材料(梧州市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 465 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |




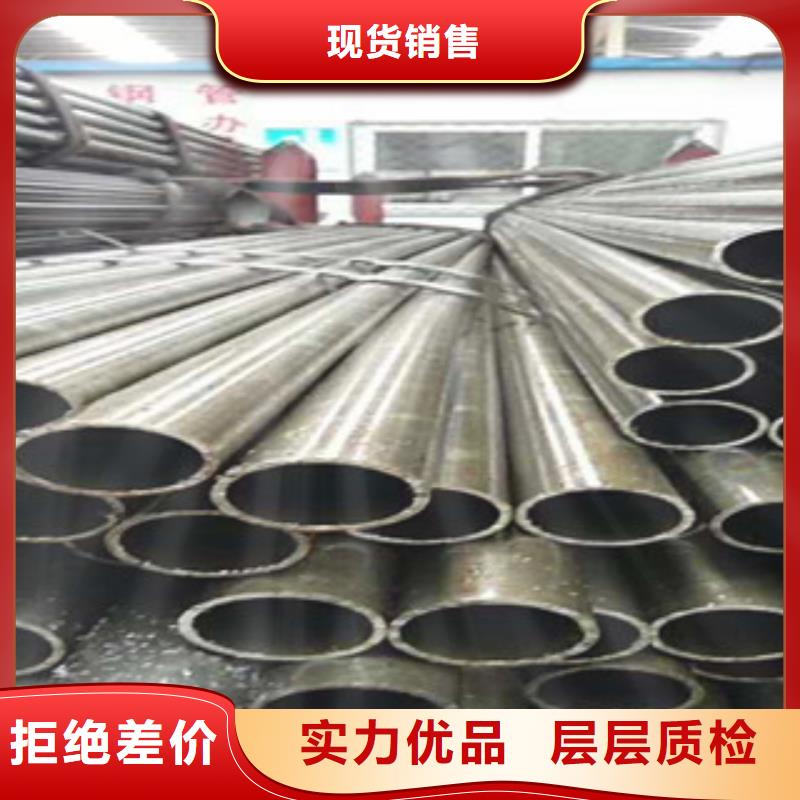


精密无缝钢管的详细介绍
闪电发货层层质检

生产精密钢管管料尺寸的选择
在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。
选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。
道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。




以质量求发展,把好的精密无缝钢管交付客户

精密无缝钢管支持多种规格定制,24小时客服







龙丽金属材料(梧州市分公司)主要从事 精密无缝钢管的科研开发和生产。主要产品: 精密无缝钢管等系列产品。公司秉承“创新创造、诚信di yi、坚守质量”的发展理念,所有产品均严格按照标准进行设计和生产,并以设计造型美观、检修方便、配套功能齐全、广泛应用于各个领域。公司以积j i探索新技术、新工艺、新材料的研发,建立了多重的服务体系和质量检测体系,产品从优质原材料进库到优质的成品出厂,每一道工序都精雕细琢,并且不断地进行技术升级改造,公司着力于以人为本,以客户为中心的管理团队、专业化员工团队、专业服务中心及专业服务部。营销和服务网络已覆盖全国市场,能够对客户的需求、期望和满意持续的保持,并承诺在1小时内为客户提供高绩效、专业化和敏捷性的售前、售中及售后服务!
