

不要错过我们上传的热轧H型钢Q355D服务为先视频!它将为您提供比图文更直观、更的产品介绍,点击观看,让您轻松了解产品详情。
以下是:热轧H型钢Q355D服务为先的图文介绍

习近平主席将参加关于世界经济和贸易、数字经济、包容和可持续发展、基础设施、气候、能源、环境等议题的讨论,深入阐述对世界经济形势的看法主张,致力于对当前存在的问题找根源、把准脉、开好方。“当今世界正面临百年未有之大变局,处在发展的十字路口,未来各方是走向同舟共济还是分崩离析,大家都很关注。”中国国际经济交流中心首席研究员张燕生说,各方期待作为全球第二大经济体的中国为世界经济拨开迷雾。二是出席三场多边“会中会”。除峰会本身,习近平主席还将出席金砖 非正式会晤、中俄印 非正式会晤、中非 小型会晤,就深化新兴市场和发展中 合作、落实联合国2030年可持续发展议程等重大问题加强沟通协调,推动务实合作。专家表示,这些“会中会”展现了中方对多边主义的坚定支持,有助于围绕重大问题进一步凝聚新兴市场和发展中 共识,推动G20大阪峰会取得积极成果。
三是举行多场双边会见。习近平主席峰会期间将同多国 举行双边会见,致力于深化同有关 合作,推动双边关系向前发展。


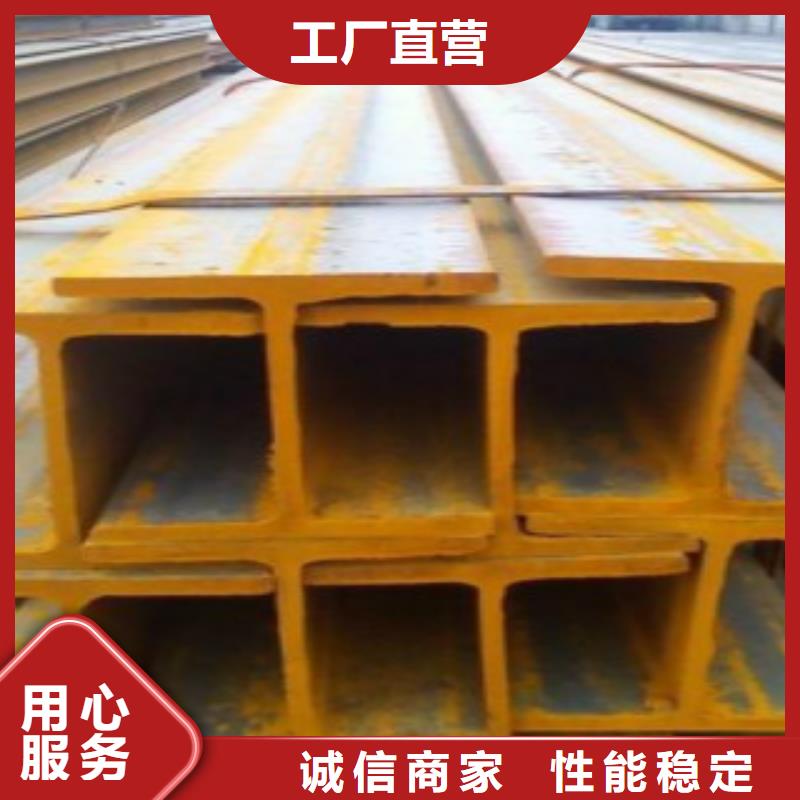
H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50。
再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。
如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。
焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。
再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。
如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。
焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。



申达鑫通商贸(桂林市分公司)拥有经验丰富、技术强大的专家队伍、业务娴熟的技术工程师和训练有素的销售人员,无论现在还是将来,我们都将为您提供设计良好、性能的 C产品以及及时、周到的售前、售后服务。



