

想要更直观地感受选购201不锈钢复合管桥梁护栏-实体厂家可定制产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:选购201不锈钢复合管桥梁护栏-实体厂家可定制的图文介绍


不锈钢复合管从材料选择,工艺方法,质量检验,市场应用等各个方面,都有了一套严格的管理规范。不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损。钢复合管标准GB/T18704-2002正式颁布。 兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。符合 节能及普及的原则。不锈钢复合管于2002年标准GB/T18704-2002正式颁布。压力同步复合成的新材料不锈钢复合管由技术含量高。 工艺先进产品质量稳定,采用电脑自动控制。产品具有纯不锈钢外表豪华,美观和普通碳素钢管强度高的特。点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。设备精密产品广泛用于市政公用工程施工,钢结构,网架。



其次是既保证复合层对齐又焊接缺陷,是用坡口机制备坡口,并将内径扩张为等径,坡口两边各剥出12毫米复合层,直观地使复合层对齐,用氩弧焊打底,但焊肉不得超过复合层厚度。目的是用焊肉将基层与复合层间隙覆盖,防止油或锈产生的气体进入下道焊缝熔池中而使焊缝产生气孔缺陷。 不锈钢复合管于2002年 标准GB/T18704-2002正式颁布,从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。 不锈钢复合管栏杆在家装中的分类现在不锈钢发普及,越来越多的行业和地方用到不锈钢产品,它给我们带来了便利。那么我们在对房屋进行装修,使用带的不锈钢复合管栏杆有哪些分类和注意事项呢,家装不锈钢栏杆分为:镀锌铁管、铜管、不锈钢管、铝塑复合管、复合管、pvc管。 这些不同材料的栏杆的性质和使用上面有明显的区别,像我们使用的PVC(聚氯)塑料管是一种现代合成材料,由于其强度远远不能适用于水管的承压要求,所以极少使用于自来水管。大部分情况下,PVC管适用于电线管道和排污管道;镀锌铁管是目前使用量多的一种材料,但是因为它长时间后由于锈蚀造成水中重金属含量过高,影响,许多发达 和地区的部门已开始明令禁止使用镀锌铁管。

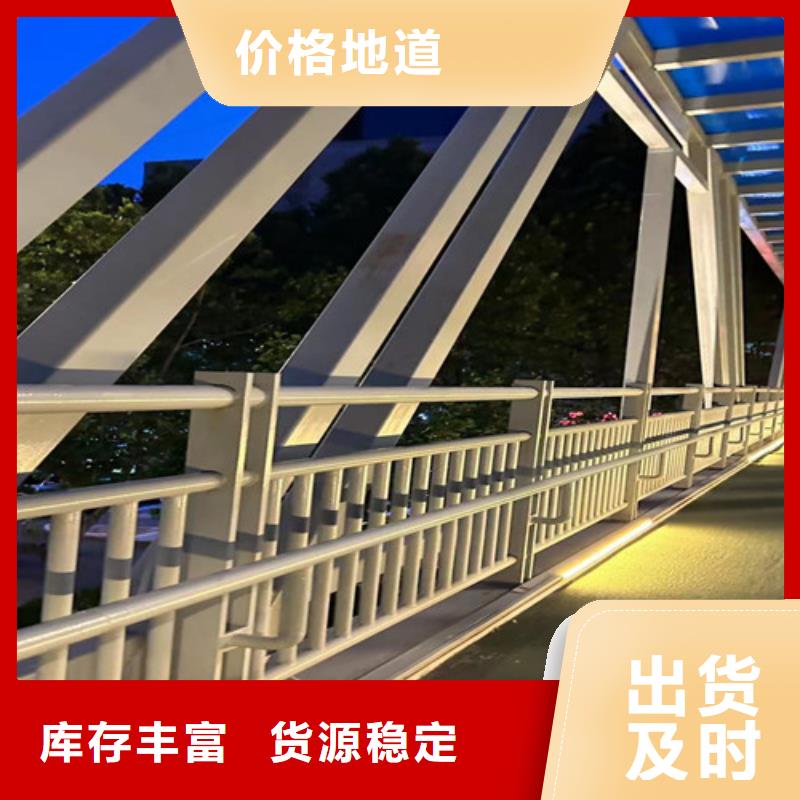
钢式立柱造价往往很高,还有空心板与实心板之分。 异形立柱,非常规形状柱身。例如采用异型槽管作柱身,主要用于落地玻璃款式的栏杆扶手,优点是方便快捷。立柱两种可有效节省时间成本。 按应用于的栏杆扶。 不锈钢玻璃夹对玻璃进行固定,一般夹8mm ~ 12mm的单片钢。化玻璃。或者夹胶钢化玻璃,尺寸视图纸而定。 不锈钢穿管立柱。柱身有穿管卡子,常见是4个穿孔,一般穿12mm。手款式划分: 不锈钢挂玻璃立柱。使用不锈钢玻璃挂件。 在城市的展开过程中,桥梁起到了重要的作用,桥梁不只是适用性的工具型建筑,更是具有和谐、衬托城市氛围,美化城市的关键作用。桥梁护栏是桥梁的重要组成部件,不只在外观上恳求美观大方,在质量上更恳求可靠稳固。今天我们就来分析一下不锈钢桥梁护栏的细节问题——护栏同等偏度相差的差距对桥梁整体能否构成影响。


公司生产各种规格不锈钢碳素钢复合管、钢板立柱及各种护栏的设计、加工与安装。护栏产品主要有:桥梁护栏、河道护栏、道路防撞护栏、景观护栏、高铁护栏、站台栏杆、草坪围栏等;管材类产品主要有:不锈钢管、不锈钢碳素钢复合管、精密薄壁不锈钢管、外复不锈钢复合管、内衬不锈钢复合管、双金属复合管及其它特殊防腐管材等。 还应该要看到一定要在原来的栏杆已经拆除以后,在墙壁的施工等已经完成以后,这。样再进行施工的话,一般会要容易很多。而在我们一次性施工的时候,也同样要注意对环境的环保,比如说在打孔的时。经有过栏杆的位置安装的话。 一定要保证膨胀螺栓的位置是准确的,不要在位置方面存在错误,造成地面的损伤,会带来很大的影响。另外对于。施工前也要看下焊工的合格证是不是已经到期,焊工是属于特殊同种。候要注意焊工的资质情况。在焊工不具备资质的情况下,建议不要盲目让焊工施工,尤其是在人家已经做好地面装修的情况下,如果焊工不注。



聚晟护栏制造(大兴安岭市分公司)位于开发区工业园。公司自成立以来,遵照可持续发展战略,依靠自身雄厚的技术力量和“诚信为本”的商业理念,运用先进的科技成果,秉承“予天空于蓝天,还 于清新”的经营宗旨,日臻完善产品的研发制造、销售服务网络。服务于环保事业。公司主要产品有: 灯光护栏厂家,公司成立至今,积累了丰富管理经验,建立了良好的社会信誉。聚晟护栏制造(大兴安岭市分公司)始终以卓越的技术,优越的性价比,完善的售后服务,给客户带来解决方案。



焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。


