


想要更直观地了解【焊管,镀锌钢管厂资质认证】产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:【焊管,镀锌钢管厂资质认证】的图文介绍
鹏鑫钢铁(安阳市分公司)经过全体员工长期以来坚持不懈的努力,现已发展成为一家集设计开发、生产加工、销售、服务为一体的高新技术企业;是中国专业从事 无缝钢管等制造商之一。



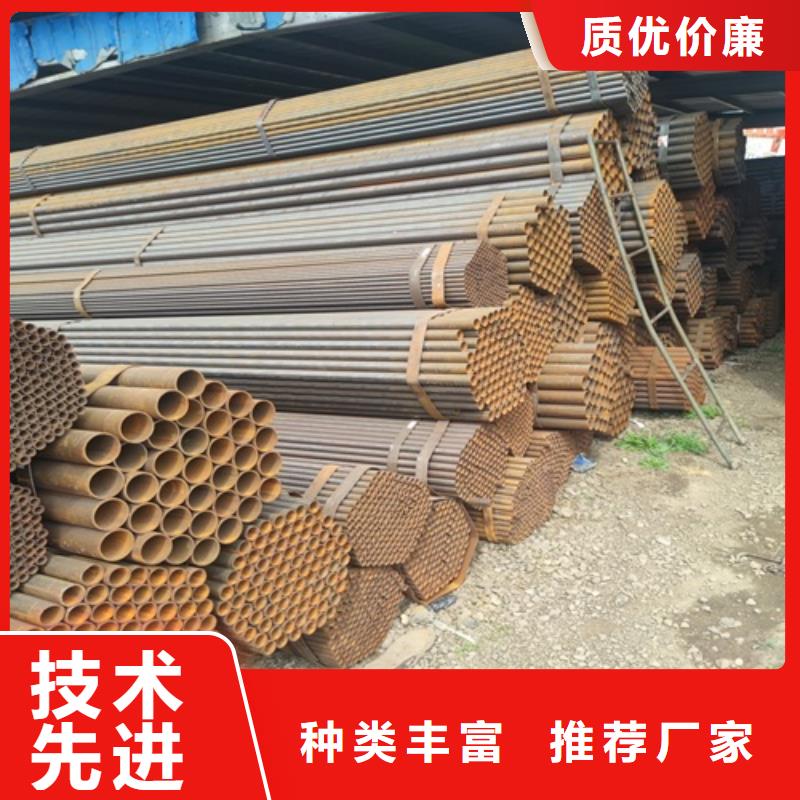
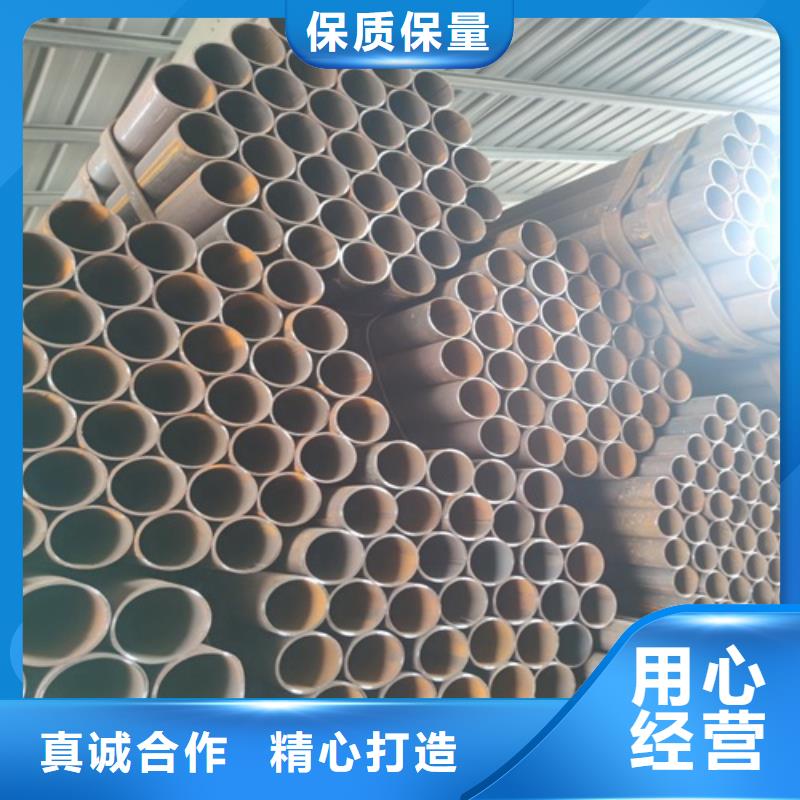
焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管行业产业链上游为原材料供应商,包含钢铁行业、有色金属等;下游为终端行业,包含输送用管、结构用管等。其中上游企业主要为热轧钢带、热轧卷板制造企业。 焊管在城市管网建设中的应用主要有两个方面:一是焊管可以作液体输送用:给水、排水;二是焊管可作气体输送用:煤气、蒸气、液化石油气。 随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,同时,焊接钢管的成本较无缝钢管更低、生产效率也更胜一筹,于是焊接钢管便在越来越多的领域代替了无缝钢管。



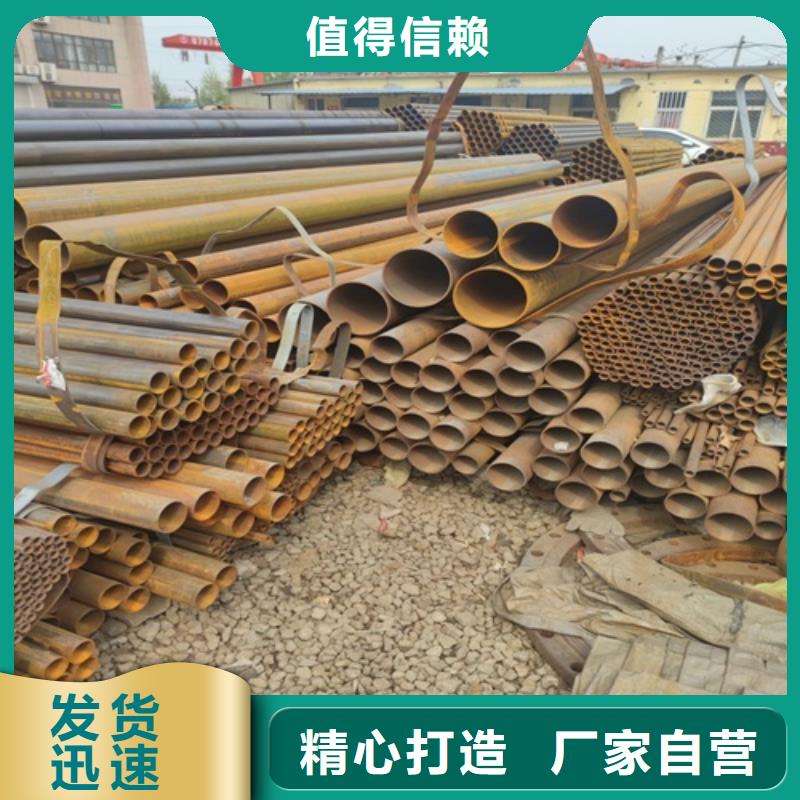
直缝焊管清洗方法 直缝焊管如果生锈会影响其正常使用,发现直缝焊管如有锈蚀,需及时清理。下面是一些清理直缝焊管的方法: 一:首先我们能够运用溶剂或者是乳剂来清洗直缝焊管的外表,这种方法关于直缝焊管外表所存在的油和油脂或者是尘土、等有机物是十分有效的。 二:其次关于直缝焊管外表生锈的状况我们能够用钢丝刷等东西对直缝焊管的外表进行打磨,从而达到除锈的目的。 三:还能够选用喷射的方法,运用这种方法不光能够彻底的铁锈、氧化物以及污物,而且直缝焊管在磨料凶狠的冲击下和磨擦力的作用之下,还能够到达所需求的平均粗拙度。


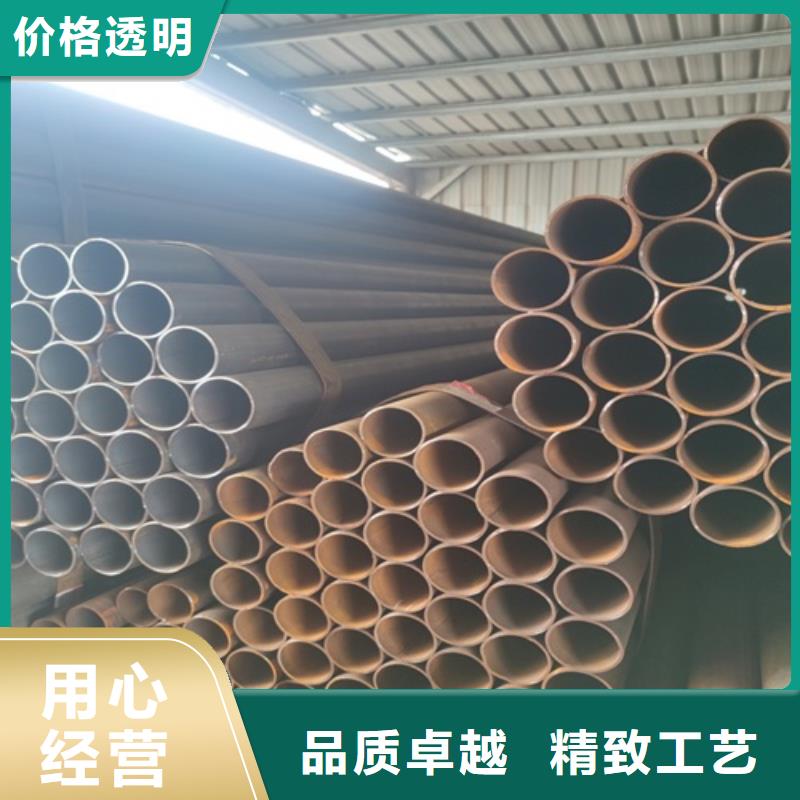
焊接钢管熔点至少1400度(纯铁1560C), 和标准淬火温度860C相差太多,虽然气焊加热速度快,对防止过热甚至过烧有帮助,但工业标准是+100度(要淬透一定深度,需要保温一段时间)。 如果烧的温度太高,按照工业用途钢材质量已经降到必须回炉了。 焊管手工刀具的质量要求(自然包括热处理)如果不能高于工业标准,相差也不该太多。现代热处理技术有雄厚的理论基础和完善的检验方法,因此工艺技术标准真的很重要。DIY如果没有可靠的设备,也应该尽量根据工业标准选择适当的加热、保温、淬火方法,尽量减少和标准方法的误差。 从以上可以看出焊接钢管的熔点较高,在高温高压的状态下不容易融化,还可以耐腐蚀,抗压效果好!



焊管就是焊接钢管的简称,是指将钢板卷曲成圆管或方管,经过焊接形成的钢管。广泛应用于水利枢纽、市政排水、自来水输送等工程。 在实际生产和应用中通常将焊管按焊接方式分为直缝焊管和螺旋焊管两种。 直缝焊管:通常为公称直径为DN15(4分管)-DN150(6寸管)的中小口径规格的焊管。直缝焊接工艺要比螺旋焊接工艺简单,焊接成本低,效率高,缺点是焊缝在同一直线上,抗压强度低,故直缝焊只适合生产中小口径的焊管使用。 螺旋焊管:通常为公称直径为DN200(8寸管)-DN600(24寸管)的大口径规格的焊管。螺旋焊接工艺可以用相同宽度的钢板生产不同管径的焊管,缺点是工艺复杂,相同长度的焊管螺旋焊焊缝比直焊缝长得多,造成生产成本高,生产效率低,故螺旋焊常用于大口径焊管的生产,同时螺旋的焊缝具有更高的抗压强度,保证了大口径焊管的抗压能力。 焊管的计量方式一般为过磅和理计两种,过磅即通过磅秤实际称重,理计则是按照理论公式计算得到重量,公式为:“米重(千克)=(外径mm-壁厚mm)*壁厚mm*0.02466”。

