

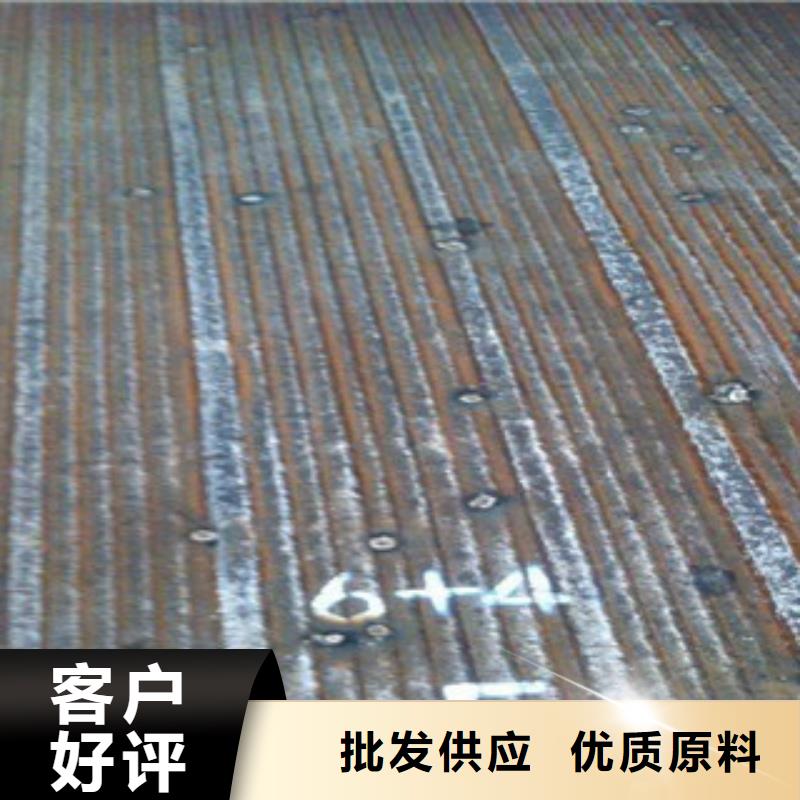
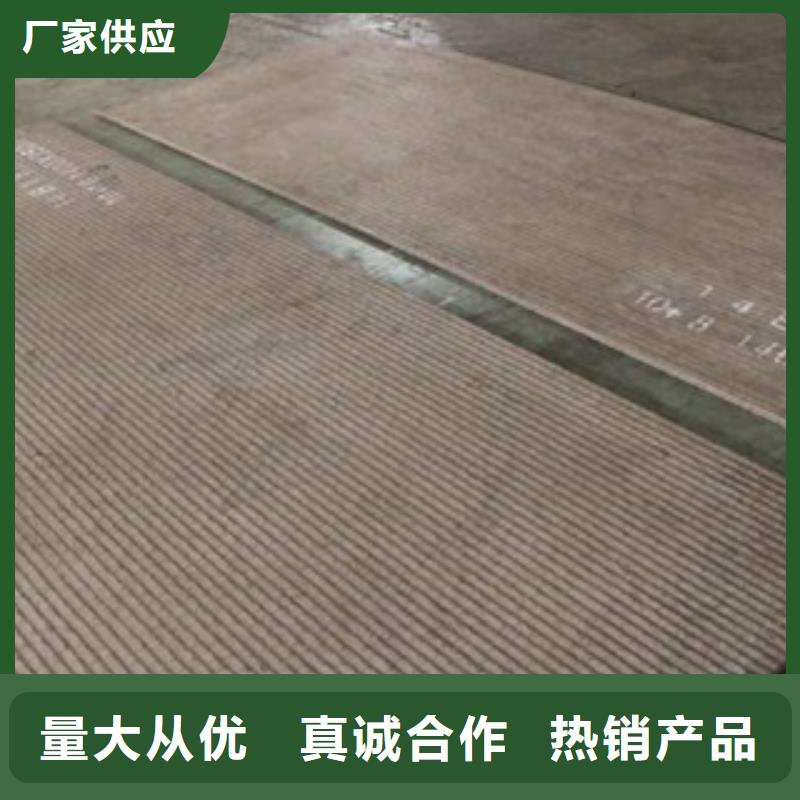
我们的10加6复合耐磨板上乘质量视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:10加6复合耐磨板上乘质量的图文介绍

感谢您对鑫铭万通商贸(镇江市分公司)的信赖,当您进入这个页面时,您已成为我们尊贵的客户。欢迎您来到美丽的 酸洗磷化无缝管之乡——江苏镇江,我们都在这里为您静静的守候!您可以通过以下文章详细了解 酸洗磷化无缝管参数、价格、图片、视频等资料。



切割:可用等离子切割、碳弧、砂轮锯将大面积双金属复合衬板割成所需要的形状。(为了减少双金属复合衬板时所产生的冷裂纹),双金属复合衬板切割时要进行预热。双金属复合衬板越厚硬度越高,相应预热温度就越高。预热温度不要超过200。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。



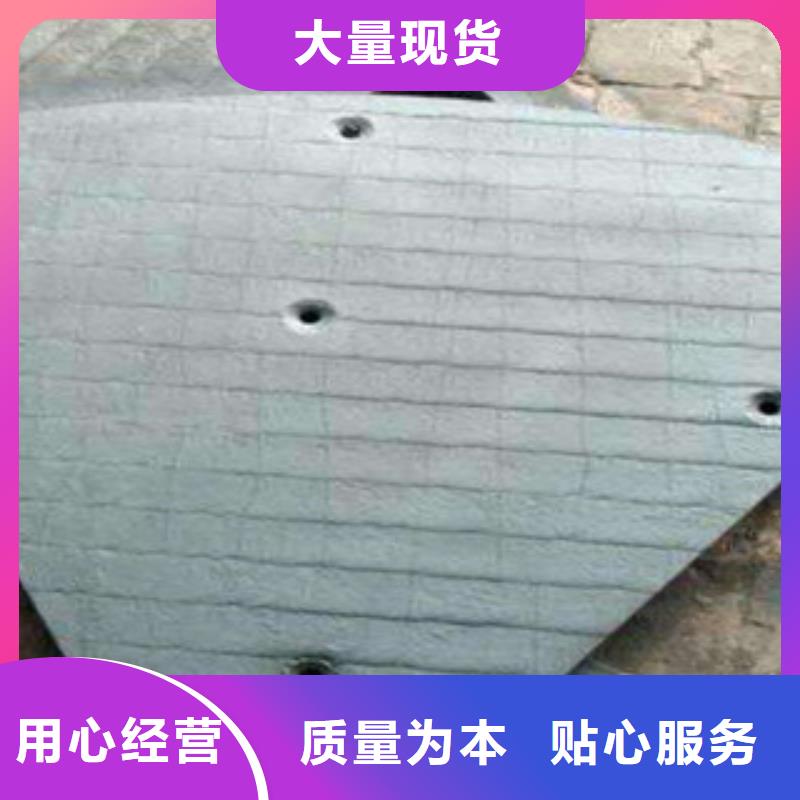
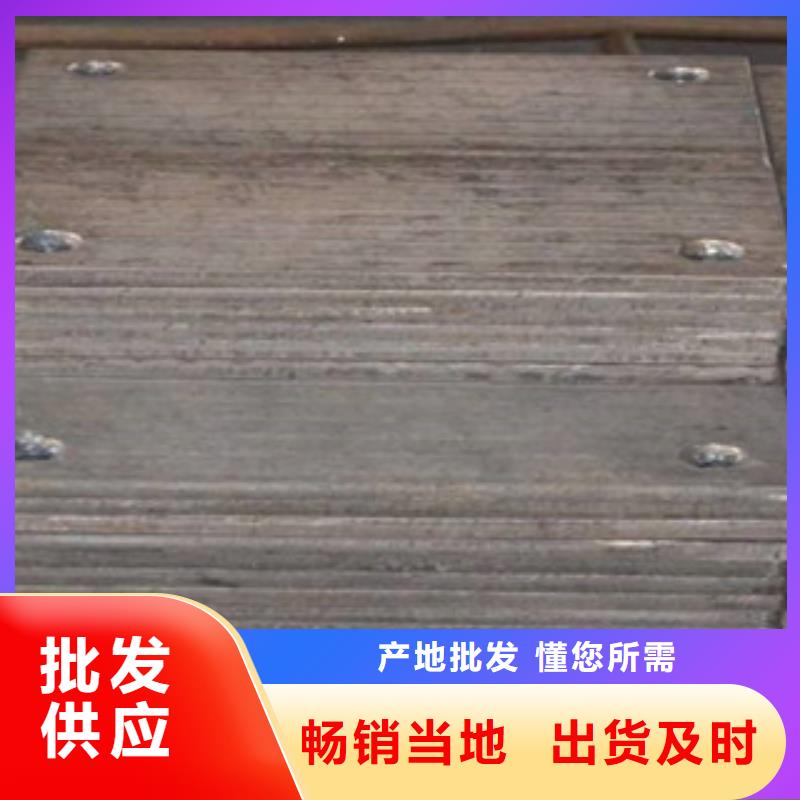
现在科技非常发达,体现在焊接领域就有很多种,除传统的焊接方法以外,一些新型的焊接方法也逐渐涌现出来,在各大生产领域发挥着重要作用。堆焊就是其中一种先进的修补焊接方法。
堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。堆焊对提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。堆焊中碰到的问题是开裂,防止开裂的主要方法是:焊前预热,控制层间温度,焊后缓冷。焊后进行应力热处理。避免多层堆焊,采用低氢型堆焊焊条。必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。
堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。堆焊对提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。堆焊中碰到的问题是开裂,防止开裂的主要方法是:焊前预热,控制层间温度,焊后缓冷。焊后进行应力热处理。避免多层堆焊,采用低氢型堆焊焊条。必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。


